 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心

注塑模具设计制造过程通常是这些步骤,了解并熟悉它们,不断提高技艺。一、塑料材料制品的工艺分析。二、注塑模具结构设计。提升注塑模具设计能力:1.清楚模具设计的细节,清楚模具零件的用途。2.设计时可参考相似设计,了解之前的情况,吸取经验教训。3.熟悉注塑机的操作流程,工作过程。4.下工厂进行了解加工品工...

吹塑模具:用来成型塑料容器类中空制品(如饮料瓶、日化用品等各种包装容器)的一种模具,吹塑成型的形式按工艺原理主要有挤出吹塑中空成型、注塑成型的形式按工艺原理主要有挤出吹塑中空成型、注射吹塑中空成型、注射延伸吹塑中空成型(俗称注拉吹),多层吹塑中空成型,片材吹塑中空成型等。中空制品吹塑成型所对应的设备...

模具与其他机械产品比较,重要特点之一就是技术含量高、净产值比重大。塑料工业快速发展,使我国塑料模具以高于模具工业整体发展速度而快速发展,近年来增长率一直保持在15%以上的水平。由于塑料制品应用领域越来越广,对模具的要求也越来越高,传统模具设计方法已无法适应塑料制品更新换代和提升质量的要求。虽然我国塑...

值得一提的是分散剂通过对颜料的润湿、渗透来排除表面空气,将凝聚体、团聚体分散成细微、稳定和均匀的颗粒,并在加工过程中不再凝聚,这是很难人可贵的,常用分散剂为低分子量聚乙烯蜡,对于较难分散的有机颜料和炭黑采用EVA蜡或氧化聚乙烯蜡,合成低分子量聚乙烯蜡和聚乙烯裂解法制的低分子量聚乙烯蜡有很大差别。这里...

吸塑模具:以塑料板、片材为原料成型某些较简单塑料制品的一种模具,其原理是利用抽真空盛开方法或压缩空气成型方法使固定在凹模或凸模上的塑料板、片,在加热软化的情况下变形而贴在模具的型腔上得到所需成型产品,主要用于一些日用品、食品、玩具类包装制品生产方面。吸塑模具因成型时压力较低,所以模具材料多选用铸铝或...
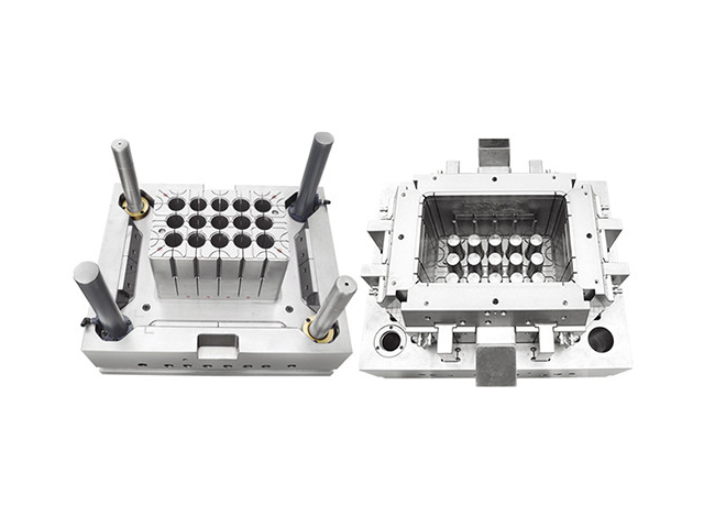
模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中特别复杂,变化比较大,要求加工光洁度和精度比较高的部分。我...
由于注塑过程是把塑料从固态(粉料或粒料)向液态(熔体)又向固态(制品)转变的过程。从粒料到熔体,再由熔体到制品,中间要经过温度场、流场以及密度场等的作用。在这些场的共同作用下,不同的塑料(热固性或热塑性、结晶性或非结晶性、增强型或非增强型等)具有不同的聚合物结构形态和流变性能。凡是影响到上述“场”的...
注塑塑料模具浇口形式对注塑产品收缩率有影响。在使用小浇口时,由于在保压结束前浇口已固化,塑件收缩增大。注塑塑料模具的冷却回路结构是注射模具设计的关键。如果冷却环设计不当,则会由于塑件周围的温度不平衡而产生收缩差,会导致制品尺寸超差或变形。而在薄壁件中,模具温度对收缩率的影响更明显。注塑塑料模具分型面...
塑料在模具型腔凝固形成塑件为了将其取出来必须将型腔打开,也就是必须将模具分成两个部分即定模和动模两部分,这两部分接触的面成为分型面。分型面的选取时要注意问题如下:应该选取在注塑件外形轮廓尺寸的更大断面处使注塑件顺利的从型腔中取出。应保证注塑件的表面质量和外观要求以及尺寸形状的精度。分型面应该有利于排...

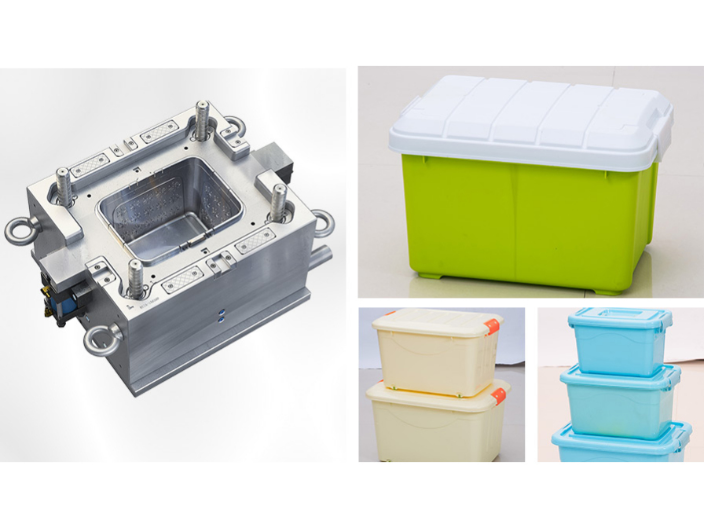
在影响精密注塑的相关因素当中,模具是获得符合质量要求的精密塑料制品的关键。模具的设计,模具设计是否合理会直接影响塑料制品的质量。由于模具型腔尺寸是由塑料制品要求尺寸加上所用材料的收缩率得来,而收缩率常常是由塑料生产厂家或工程塑料手册推荐的一个范围内的数值,它不仅与模具的浇口形式、浇口位置与分布有关,...
挤出模具:用来成型生产连续形状的塑料产品的一类模具,又叫挤出成型机头,普遍用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。与其对应的生产设备是塑料挤出机,其原理是固态塑料在加热和挤出机的螺杆旋转加压条件下熔融,塑化,通过特定形状的口模而制成截面与口模形状相同的连续塑料制品。其制造材...
注塑加工时必须知道原料如何配色着色,这样才能体现出专业性。可采用色粉直接加入树脂法和色母粒法。色粉与塑料树脂直接混合后,送入下一步制品成型工艺,工序短,成本低,但工作环境差,着色力差,着色均匀性和质量稳定性差。是为着色的品质差。色母粒法是着色剂和载体树脂、分散剂、其他助剂配制成一定浓度着色剂的粒料,...