-
 06 05黑龙江制造温度控制箱哪家强
06 05黑龙江制造温度控制箱哪家强XMT201-E):按SET键3秒仪表进入内层参数设定状态。首先个出现并闪动的参数为E00即加热停止的提前量,提前量参数要慎重调整,为减少温度过冲,仪表控制加热输出时会提前截止加热.当温度下跌到提前量以下时又开始加热,在设定值与提前量范围内输出(继电器)是不动作的,这样可减少继电器动作次数以利延长继电器寿命。例:若设定值是℃,提前量... 【查看详情】
-
 06 05海南国产温度控制箱功效
06 05海南国产温度控制箱功效DWK-D-120KW智能温控仪大型安装工程中的现场热处理,由于环境条件十分恶劣,且往往缺少维修技术及配件,根据这一特点我们设计生产了通用性强,高性能,高可靠的DWK-D型进口智能温控仪。DWK-D型彩的进口温度程序控制仪表,具有PID控制程序设定和自适应控制功能,即可按工艺温度曲线设定并运行,温度自动记录,既能保证产品质量,也可延长加... 【查看详情】
-
 05 05新疆国内LCD履带式电加热器焊前预热焊后热处理设备价格
05 05新疆国内LCD履带式电加热器焊前预热焊后热处理设备价格SCD绳状式加热器|LCD型履带式陶瓷电加热器绳型加热器产品概述吴江宏成电热设备有限公司生产的LCD型履带式陶瓷电加热器和SCD型绳型陶瓷加热器采用优良耐高温镍铬丝和高质量高温陶瓷元件,广泛应用于锅炉、化工、造船、电力建设、机械等部门的合金钢构件、管道和压力容器焊接的焊前预热、焊后中间清氢、退火热处理,具有加热速度快、热利用率高、节... 【查看详情】
-
 05 05黑龙江工业温度控制箱设备价格
05 05黑龙江工业温度控制箱设备价格CWK系列智能温控仪仪表设置(2):SV-1:首段温度设定值(简称设定值1)0~1000℃Tn1r:从室温到设定值1斜率温度所用的时间,0~99小时59分Tn1S:首段温度保温时间,0~99小时59分SV-2:第二段温度设定值(简称设定值2)0~1000℃Tn2r:从设定值1到设定值2斜率温度所用的时间0~99小时59分Tn2S:第二段温... 【查看详情】
-
05 05吴江区热处理温度控制箱批发厂家
注意事项:1,如加热中途停电,则再开机时,须重新设定热处理温度工艺曲线,具体视实测温度而定。如实测温度已到第n段,则要把n段前面的几段去掉,即把n段作为首段,再调整第n段的升温时间和保温时间即可。2,在斜率运行中若记录仪记录的温度曲线出现振荡非直线上升,说明参数“P”“I”“D”设定不当,需根据实际情况进行PID自整定。PXR温控表有二种... 【查看详情】
-
 04 05新疆工程LCD履带式电加热器焊前预热焊后热处理供应商家
04 05新疆工程LCD履带式电加热器焊前预热焊后热处理供应商家热处理关闭在从石器时代进展到铜器时代和铁器时代的过程中,热处理[1]的作用逐渐为人们所认识。早在公元前770至前222年,中国人在生产实践中就已发现,铜铁的性能会因温度和加压变形的影响而变化。白口铸铁的柔化处理就是制造农具的重要工艺。公元前六世纪,钢铁兵器逐渐被采用,为了提高钢的硬度,淬火工艺遂得到迅速发展。中国河北省易县燕下都出土... 【查看详情】
-
 04 05甘肃库存LCD履带式电加热器焊前预热焊后热处理客服电话
04 05甘肃库存LCD履带式电加热器焊前预热焊后热处理客服电话热处理设备操作:一.热处理设备检查1、热处理设备闲置时间超过一个月,再次使用前,必须由专业电工对热处理设备的电器部份绝缘以及电器元件完好进行检查。2、一次电缆必须采用三相四线制,电缆截面积不小于150mm2,电缆与热处理设备接线牢固可靠。3、检查热处理设备一次空气开关及二次输出保护开关是否完好,工作正常。4、检查热处理设备各仪表、记录仪是... 【查看详情】
-
 04 05云南直销LCD履带式电加热器焊前预热焊后热处理厂家价格
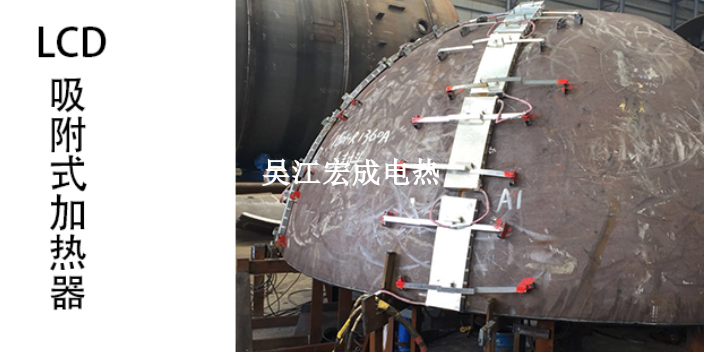
04 05云南直销LCD履带式电加热器焊前预热焊后热处理厂家价格一.履带式电加热器概述:各种工业设备及大型工件在焊接前的预热,焊接后的消除应力均需进行局部热处理。以达到提高工件质量,加强区域韧性的目的。而目前在大型工件或野外现场,设备检修中所采用的都是传统的,低效的,耗能大的高频加热,火焰加热或花大量投资专门制造超级加热炉进行热处理的传统方法。此外,在金属容器的干燥和高温加热方面采用的都是... 【查看详情】
-
 03 05河北库存LCD履带式电加热器焊前预热焊后热处理生产厂家
03 05河北库存LCD履带式电加热器焊前预热焊后热处理生产厂家焊前预热和后热是为了降低焊缝的冷却速度,防止接头生成淬硬组织,产生冷裂纹。焊前预热温度一般在100-200度,后热不属于热处理,也是一种缓冷措施,后热的温度在200-300度,有的单纯是为了缓冷,有的是针对消氢处理的,一定的后热温度,能使焊缝中氢扩散出来,不至于集聚导致裂纹。后热保温时间要根据工件厚度来确定,一般不会低于。焊后热处理... 【查看详情】
-
03 05广东直销LCD履带式电加热器焊前预热焊后热处理商家
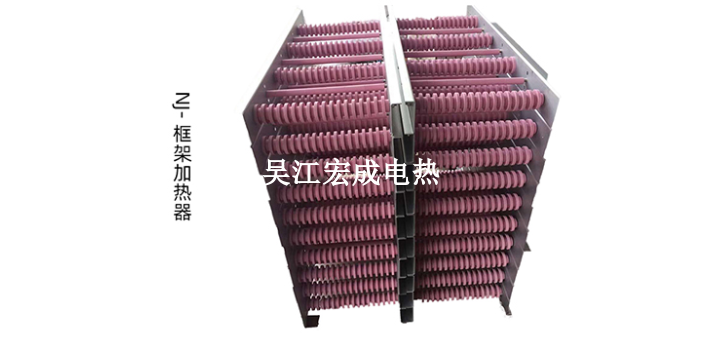
连接导线应采用多股铜芯线,连接接头用500A铜脚头,并用液压钳压紧。框架加热器主要应用布置于球罐、卧罐等大型压力容器的内部,对工件进行整体热处理,也可用于各种电加热炉内作为优良高效发热源。外壳材料:304不锈钢外型尺寸:1000mm*450mm*80mm工作电压:220V额定功率:10kw极限工作温度:1000℃产品规格和主要技术指... 【查看详情】
-
 03 05
03 05 -
 03 05陕西LCD履带式电加热器焊前预热焊后热处理耗材
03 05陕西LCD履带式电加热器焊前预热焊后热处理耗材一种大型压力容器t型接管焊缝局部热处理加热带布置方法,包括以下步骤:(1)确定t型接头各尺寸参数:包括压力容器筒体直径d、壁厚t,接管直径d、壁厚t,t型焊缝宽度a,则压力容器筒体半径r=d/2,接管半径r=d/2;(2)确定主加热带宽度w:主加热带轴向宽度wm与环向宽度mm相同,主加热带沿焊缝长度方向均匀布置;若d/t≤100,主... 【查看详情】

