- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
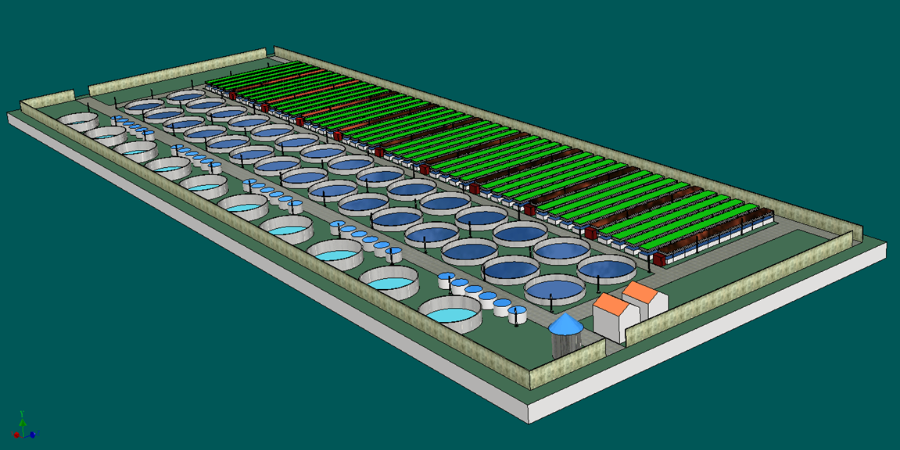
水产养殖车间可视化系统,渤海水产对虾联合育种平台车间自动控制系统是一套集成化、数字化、智能化的综合管控平台。项目建成后,将有效推动渤海水产对虾品种的“育繁推”一体化产业体系建设,增强企业水产种业自主创新能力和综合竞争力,有效带动区域对虾养殖行业转型升级。下一步,公司将全力做好项目收尾阶段的工作,确保养殖车间各项设备正常稳定运行、数据传输安全可靠,为打造具有引导性、示范性的国家对虾联合育种平台贡献数智力量。工厂化养殖要关注水产病害的防治研究,保障养殖安全。微生物工厂化水产养殖鱼池

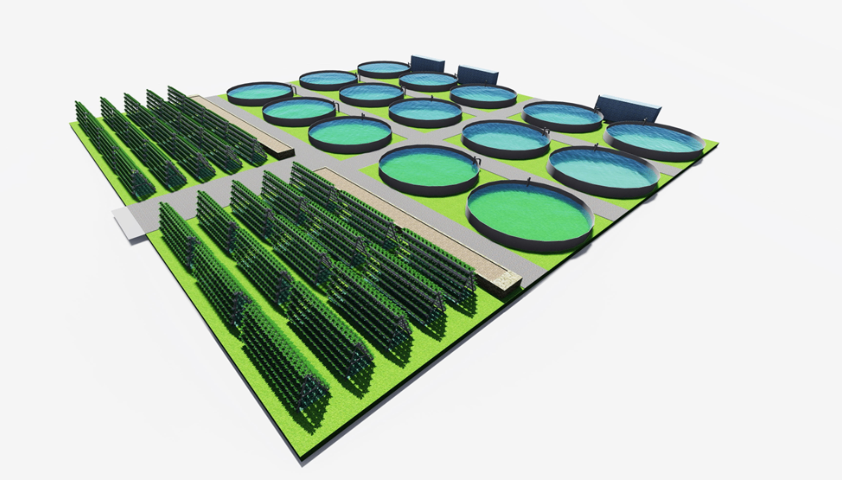
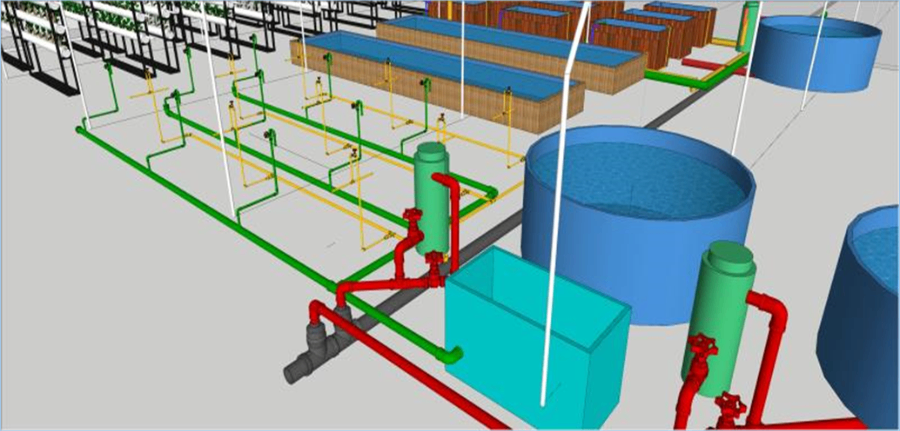
养殖区“零排放零污染”,强大的水处理能力是根本。很多工厂化,只能实现低密度养殖,一旦密度过高,系统“超负荷”,水质异常。或者,通过大量、频繁“换水”实现持续养殖,仍然存在尾水排放问题。要想实现真正的循环水养殖,系统完善是决定因素。系统整体包含养殖池、沉淀池、全自动转鼓过滤器、蛋白分离器、MBBR生化池、紫外线杀菌灯,再加上供氧系统、恒温系统、臭氧系统等。运行原理:将水处理区储水池中的水体注入养殖池内,养殖池内放置供氧气石,持续提高水体溶氧。湖南大棚内工厂化水产养殖流程工厂化养殖模式有利于提高水产养殖业的智能化水平。

工厂化循环水养殖的发展阶段,该模式在我国主要经历了四个发展阶段。头一阶段为探索起步阶段(1970-1984),上海和北京开展了封闭式循环水养鱼试验,初步出现了我国工厂化循环水养殖的雏形。第二阶段为引进试验阶段(1985-1998),深圳、宁波、营口引进德国、丹麦循环水养殖设备进行鳗鱼养殖,带动了我国蛋白质泡沫分离器、生物滤器、水质自动在线监测等水处理设备的自主研发。第三阶段为消化吸收阶段(1999-2006),该阶段水处理设备的稳定性和可靠性得到进一步提升,初步构建了拥有自主知识产权的循环水养殖系统,逐步走向产业化、规模化的推广应用。第四阶段为集成整合阶段(2007-至今),该阶段集成构建了适合我国的养殖车间、水处理和养殖管理系统,逐步建立了多品种的循环水养殖模式。
水产工厂化养殖的未来发展,尽管水产工厂化养殖具有诸多优势,但是也存在一定的挑战。1. 技术门槛高。实行水产工厂化养殖需要具备先进的水产科技管理技术,这对于企业的技术实力、人才储备提出了更高的要求。2. 成本压力大。与传统养殖方式相比,水产工厂化养殖所需建设的设施与设备更为复杂,投资成本也更高。3. 污染排放问题。全封闭式养殖池对于污染物的处理需要更高的技术要求,否则容易造成水环境污染。针对以上问题,未来的水产工厂化养殖将需要不断加强技术研发、加强环境保护、降低养殖成本等方面的努力。工厂化养殖为农村产业结构调整提供了有力支撑。

工厂化养殖走向智慧化新时代,我国渔业科技工作者目前已初步建立了适合我国国情的循环水养殖技术体系,产业发展初具规模。然而,在养殖微生态环境控制、养殖管理与投喂技术、水质自动检测与数字化管理、病害防控、节能降耗等方面还需要不断完善和加强。由于企业管理者因传统养殖理念的束缚,使相当一部分循环水养殖系统集约节约、高效安全的技术优势尚未充分发挥。从设施装备上来看,我国工厂化循环水养殖在水处理精度、水处理效率、运转使用率及自动化、智能化管理水平方面与国外先进国家相比尚存在一定差距。案例显示,工厂化养殖在石斑鱼、鲈鱼等名贵鱼类的养殖上取得了明显成果。湖南大棚内工厂化水产养殖流程
工厂化养殖有助于提高渔业劳动者的收入水平。微生物工厂化水产养殖鱼池
水质监测系统,水质在线监测系统是一套以在线自动分析仪器为主要,运用现代传感技术、自动测量技术、自动控制技术、计算机应用技术以及相关的专门使用分析软件和通信网络组成的一个综合性的在线自动监测体系,可尽早发现水质的异常变化,为防止下游水质污染迅速做出预警预报,及时追踪污染源,从而为管理决策服务。疫病防控系统,为了更好的预防、监测、控制和管理疾病而建立的一套整体管理流程。其中包括检测、处理和数据分析等规范化操作。智能数字监控系统,包括水下监控和管理监控,这些监控数据都可以通过现有的互联网技术头一时间上传到管理者的电脑或手机上,实现渔场管理的智能化。此外,还有恒温系统、增氧系统、自动投饵系统等,不同技术与设备的选择和应用需要根据实际情况进行综合考虑。微生物工厂化水产养殖鱼池
上海芾驰智能科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在上海市等地区的农业中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同上海芾驰智能科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

作为专业的工厂化水产养殖供应商,上海芾驰智能科技有限公司(简称:芾驰智能)自2018年5月在上海智慧岛数据产业园注册成立以来,始终立足上海科技高地与崇明生态岛,深度响应国家科技兴农政策,充分发挥自身在智能制造行业信息化领域的丰富经验,以工业互联网思维为重点,构建起完善的智慧农业物联网产业服务平台,全力为工厂化水产养殖领域提供全方面、智能化的解决方案,助力养殖行业实现数字化、智能化转型,用科技力量赋能水产养殖产业高质量发展,践行农业科技产业化、数字化、智能化的发展使命。x 新加坡的乌龟工厂化养殖,展示了工厂化养殖在特种水产养殖领域的潜力。河北循环水工厂化水产养殖池养殖过程中不使用违禁...
- 浙江智能工厂化水产养殖服务商 2026-05-08
- 天津大棚内工厂化水产养殖过滤器 2026-05-08
- 四川高密度工厂化水产养殖供应商 2026-05-08
- 广西循环水工厂化水产养殖池 2026-05-08
- 河北高密度工厂化水产养殖过滤器 2026-05-08
- 陕西工厂化水产养殖过滤器 2026-05-08
- 北京微生物工厂化水产养殖鱼池 2026-05-08
- 安徽智能工厂化水产养殖服务商 2026-05-08
- 江苏陆基工厂化水产养殖服务商 2026-05-08
- 河北专业工厂化水产养殖规划 2026-05-08



- 江苏高密度工厂化水产养殖 2026-05-07
- 安徽高密度工厂化水产养殖过滤器 2026-05-07
- 安徽陆基工厂化水产养殖池 2026-05-07
- 四川工厂化水产养殖产值 2026-05-07
- 江西大型工厂化水产养殖平台 2026-05-07
- 江苏专业工厂化水产养殖平台 2026-05-07


- 湖南低碳鱼菜共生整体方案提供商 05-10
- 广西新型鱼菜共生服务商 05-10
- 安徽阳台鱼菜共生基地 05-10
- 河南新型鱼菜共生怎么样 05-10
- 湖北低碳鱼菜共生 05-10
- 山东小型鱼菜共生优势 05-10
- 江苏低碳鱼菜共生基地 05-10
- 湖南新型鱼菜共生系统有哪些好处 05-10
- 湖北阳台鱼菜共生怎么样 05-10
- 天津智能鱼菜共生系统有哪些好处 05-10