- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
“未来,我们要把产业链再往前延伸,等到积累到一定服务面积,就自主繁育新品种。当然,这需要更长周期,比如得不断筛选,看哪个长得快、哪个更好吃、哪个更容易被市场接受认可,这些都是非常值得继续探索的方向。”杨先华信心满怀道。至于高投入,杨先华也坦言,确实,当下由农户自主投入,几乎不太现实,但倘若村集体介入,通过项目争取落地,或者由带头企业、国资来牵头,负责前期的基础设施建设,以及后续的项目运营,中间的种植养殖管理环节则交由农户,彼此间发挥各自所长,形成利益联结机制,方不失为一种有益探索。培育新型养殖经营主体,推动产业升级。黑龙江大型工厂化水产养殖产值

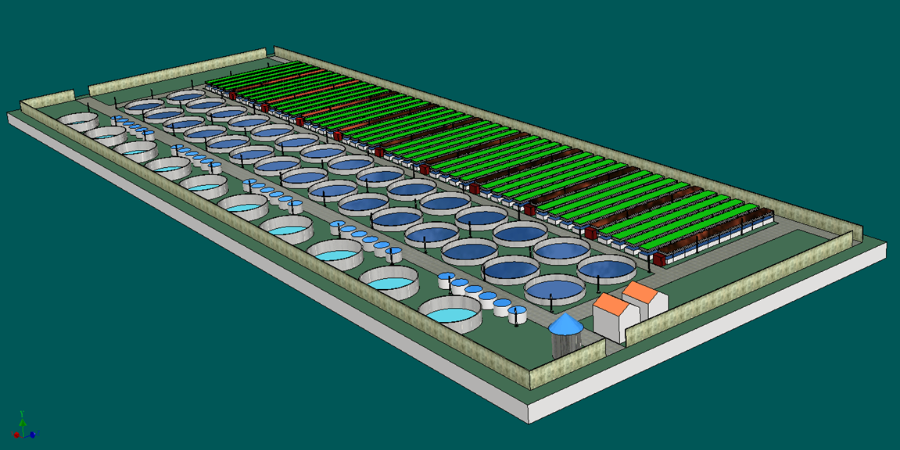
目前,国内比较多见的工厂化循环水养殖模式主要有流水养殖模式、半封闭式循环水养殖模式和全封闭式循环水养殖模式3种。流水养殖模式。流水养殖模式主要控制养鱼环境,利用不断流动的水流进行鱼类养殖,具有投入少、建池简单、占用面积小、周期短、密度高、产量高等特点,主要应用于耗氧量高的经济性鱼类,这种养殖方式有利于鱼类生长发育,较大限度地发挥鱼类的生长潜力。但这种养殖方式养殖用水不进行循环再利用,流水交换量为每天 6~15 次,耗水量极大。湖南智能工厂化水产养殖规划养殖业与光伏产业结合,实现能源互补,降低生产成本。

放苗:苗种选择,选择体质健壮,体色健康,逆水能力强,无病无伤且经过检疫合格后的优良苗种,较好购自省级以上的良种场。试养1至2天后死亡率应不大于5%。检测虾苗的活力时一般取150尾左右虾苗放入亮色水盆中,当手伸入水中或用手轻轻搅动水体时,健康好苗会立刻应激逃避和逆水游动,反之为弱苗。根据运输时间长短选择不同的虾苗。一般运输时间长的选择体长0.8cm以下的虾苗,以减少长途运输中造成的碰撞损伤,提高存活率。运输时间短的可选择体长0.8~1.2cm的大苗,缩短养殖周期。
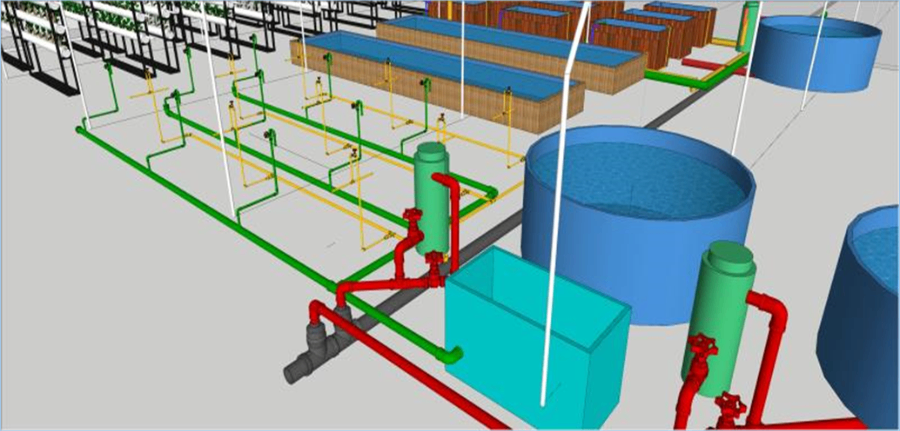
那又是怎么做到的呢?跟传统池塘养鱼相比,工厂化循环水养殖车间的优势,主要有三点:1.对水温的精确控制:一般来说,工厂化养殖的温度都在15到30度之间;2.对溶氧的充足供给:循环水养殖池,水体溶氧都控制在5mg/l以上;3.对水质的人为调控:诸如对水体PH值、硬度、氨氮、亚硝酸盐和硫化氢等,都调节在合理范围内,使得水体环境满足鱼类生长的需求!一般池塘养鱼所用的水,说是一汪“死水”也不为过!然而,循环水系统里的水,却始终处于“活水”状态!一边是池水不断旋转、流动;一边是废水不断排出,净化后的新鲜活水不断排入!工厂化养殖为解决“菜篮子”问题贡献了一份力量。

现代工厂化循环水养殖系统通常配备了智能化管理设备,这些设备可以实时监控和调节养殖环境中的各种参数,提高管理效率。通过传感器和自动控制系统,养殖者可以远程监控水质、温度、氧气浓度等关键指标,并在异常情况下快速采取措施。这种智能化管理不仅减少了人工操作的错误率,还提高了养殖的整体效率,使得养殖者能够更专注于生产策略和市场开发。随着物联网技术的发展,智能化管理系统还将进一步整合大数据分析,为决策提供更全方面和精确的支持。工厂化养殖为我国渔业转型提供了新方向,有利于实现可持续发展。湖南智能工厂化水产养殖方案
养殖废弃物可以作为有机肥原料,促进农业绿色发展。黑龙江大型工厂化水产养殖产值
掉苗,虾苗质量没问题,但是死亡率高有可能是以下几种原因造成的。首先,水质变化过快,虾苗不适应。说明调出来的水和苗场的水有一定差异,其中包含盐度、总硬度、总碱度、pH、矿物质等,建议苗场出具水质监测指标作为参考。或采取空池放苗,滴流补水的方式达到虾苗适应水质的目的;其次,操作速度过快。来苗入池后较好稳定两天,让其适应环境后再进行淡化或转料操作,建议放苗后前两天投喂苗场相同饲料,两天后再进行转料。如果死亡率超过10%,且每天都有掉苗的情况,极有可能是虾苗应激或中毒,其原因有水质与苗场差异过大、调水材料受到工业污染、设备头一次运转没有冲洗干净等。黑龙江大型工厂化水产养殖产值

养殖过程中不使用违禁药物,通过生物防控技术和水质调控手段实现病虫害绿色防治。同时,我们建立了严格的苗种、饲料采购标准,选用**良种场苗种和全价配合饲料,从源头筑牢品质基础。养殖过程中,智能监测系统实时记录各项环境数据和操作流程,产品出厂前需经过第三方**机构检测,确保各项指标符合国家食品安全标准。此外,我们引入区块链溯源系统,消费者扫描产品包装上的二维码,即可查看养殖过程、检测报告、物流信息等全链条数据,实现“从车间到餐桌”的全程可追溯。养殖废弃物可以作为有机肥原料,促进农业绿色发展。湖北循环水工厂化水产养殖流程公司自2018年成立以来,经过多年的技术沉淀与行业深耕,获得了高新技术企业、专精特...
- 江西陆基工厂化水产养殖产值 2026-05-04
- 江西循环水工厂化水产养殖流程 2026-05-04
- 黑龙江微生物工厂化水产养殖平台 2026-05-03
- 山东大型工厂化水产养殖产值 2026-05-03
- 重庆微生物工厂化水产养殖技术 2026-05-03
- 江西微生物工厂化水产养殖平台 2026-05-03
- 山东循环水工厂化水产养殖鱼池 2026-05-03
- 陕西循环水工厂化水产养殖过滤器 2026-05-03
- 辽宁高密度工厂化水产养殖系统 2026-05-03
- 江苏循环水工厂化水产养殖方案 2026-05-03


- 辽宁专业工厂化水产养殖方式 2026-05-03
- 微生物工厂化水产养殖方式 2026-05-03
- 黑龙江高密度工厂化水产养殖鱼池 2026-05-03
- 江西专业工厂化水产养殖鱼池 2026-05-03
- 辽宁循环水工厂化水产养殖方案 2026-05-03
- 海南大型工厂化水产养殖系统 2026-05-03



- 智能鱼菜共生系统制作 05-04
- 海南新型鱼菜共生哪家好 05-04
- 江西陆基工厂化水产养殖产值 05-04
- 江西循环水工厂化水产养殖流程 05-04
- 海南小型鱼菜共生怎么样 05-03
- 黑龙江微生物工厂化水产养殖平台 05-03
- 湖北低碳鱼菜共生需要投资多少钱 05-03
- 山东大型工厂化水产养殖产值 05-03
- 重庆微生物工厂化水产养殖技术 05-03
- 江西微生物工厂化水产养殖平台 05-03