- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
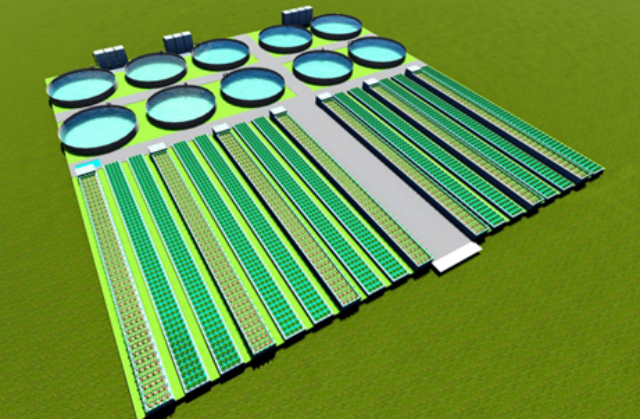
除了在净化水质,解决水产养殖中的“三大公害”,工厂化循环水养殖系统还能实现:(1)工厂化循环水系统,实现了在可控环境下养殖,实现了对物种生长率和收获周期的科学管理。(2)高集约化,所需水量较传统方式减少90~99%,占用土地不到牌其1%,不仅实现水的重复利用,减少热损耗和水消耗,还能降低环境污染,实现可持续发展的养殖方式。(3)突破养殖物种在空间和时间上的养殖限制,实现在有限的空间内进行高密度养殖,在单位面积和单位人工产量上做到所有模式的较优。(4)实现养殖地点贴近需求市场,减少运输成本,延长货架摆放时间。工厂化养殖模式有利于推广节能减排技术,降低能源消耗。天津大型工厂化水产养殖技术

当然,光靠新设备、新科技的“硬核力量”,并不能一劳永逸,主要还在于人才的更迭。比如在养殖过程中有异常报警,甚至出现鱼类死亡,这时就需要技术人员用专业知识分析原因,查找到底是疾病导致,还是互相攻击致死,又或其他外来因素造成的。因此,在提升技术的同时,示范园更注重人才的带动与培育,以实现“授人以渔”。这些年,一方面,示范园对内强化技术培训,积极对接浙江省淡水水产研究所,嘉兴和平湖当地的水产站等,有针对性地开展活动,邀请专业人士现场指导,解决养殖过程中遇到的疑难杂症,从苗种投放、病害防控、品牌推广全方面进行提升。云南高密度工厂化水产养殖服务商通过工厂化养殖,可实现渔业与现代服务业的融合发展。

放苗:苗种选择,选择体质健壮,体色健康,逆水能力强,无病无伤且经过检疫合格后的优良苗种,较好购自省级以上的良种场。试养1至2天后死亡率应不大于5%。检测虾苗的活力时一般取150尾左右虾苗放入亮色水盆中,当手伸入水中或用手轻轻搅动水体时,健康好苗会立刻应激逃避和逆水游动,反之为弱苗。根据运输时间长短选择不同的虾苗。一般运输时间长的选择体长0.8cm以下的虾苗,以减少长途运输中造成的碰撞损伤,提高存活率。运输时间短的可选择体长0.8~1.2cm的大苗,缩短养殖周期。
工厂化循环水养殖系统能够提供一个稳定的养殖环境,有效降低了养殖风险。传统养殖通常受到天气变化、水体污染等外部因素的影响,而循环水系统通过封闭和可控的环境,消除了这些不确定性。无论是暴风雨还是干旱,养殖者都能维持稳定的生产。这种可控的环境不仅有助于鱼类健康生长,也使得养殖者能够准确预测生产周期和产量,提高计划和管理的可预见性。由于循环水系统环境可控,不仅允许更高密度的养殖,从而明显提高单位面积的产量。工厂化养殖要注重人才培养,提高养殖技术水平。

病害防控问题,由于水产品养殖病害情况复杂、种类较多,在鱼群里传染也较快,因此鱼体一旦患病很难进行补救,现阶段有效医治药物较少,故水产品疾病防控主要以预防为主,医治为辅。一般循环水养殖模式下,设有高效的消毒环节,在确保补充水源、鱼苗、饵料无特定病原以及规范的生产管理操作前提下,循环水养殖理论上可杜绝特定病害的发生, 同时降低普通病害暴发几率。饲料安全及质量等问题,由于饲料质量、适用性、水体污染等问题出现,所以加强适用于工厂化水产养殖的优良、高效、价优的人工配合饲料研发和推广力度成为重点,就饲料营养配方和加工工艺而言,仍需重视开展针对循环水养殖特点的专业饲料,重点开展粪便成型好、利用率高、溶蚀率低、氮磷排放少、水体污染小、沉降速度适宜的饲料研发。建立健全养殖废弃物处理体系,实现养殖业的绿色转型。深圳陆基工厂化水产养殖平台
工厂化养殖助力渔业扶贫,带动农民增收。天津大型工厂化水产养殖技术
养殖区“零排放零污染”,强大的水处理能力是根本。很多工厂化,只能实现低密度养殖,一旦密度过高,系统“超负荷”,水质异常。或者,通过大量、频繁“换水”实现持续养殖,仍然存在尾水排放问题。要想实现真正的循环水养殖,系统完善是决定因素。系统整体包含养殖池、沉淀池、全自动转鼓过滤器、蛋白分离器、MBBR生化池、紫外线杀菌灯,再加上供氧系统、恒温系统、臭氧系统等。运行原理:将水处理区储水池中的水体注入养殖池内,养殖池内放置供氧气石,持续提高水体溶氧。天津大型工厂化水产养殖技术

作为专业的工厂化水产养殖供应商,上海芾驰智能科技有限公司(简称:芾驰智能)自2018年5月在上海智慧岛数据产业园注册成立以来,始终立足上海科技高地与崇明生态岛,深度响应国家科技兴农政策,充分发挥自身在智能制造行业信息化领域的丰富经验,以工业互联网思维为重点,构建起完善的智慧农业物联网产业服务平台,全力为工厂化水产养殖领域提供全方面、智能化的解决方案,助力养殖行业实现数字化、智能化转型,用科技力量赋能水产养殖产业高质量发展,践行农业科技产业化、数字化、智能化的发展使命。x 新加坡的乌龟工厂化养殖,展示了工厂化养殖在特种水产养殖领域的潜力。河北循环水工厂化水产养殖池养殖过程中不使用违禁...
- 浙江智能工厂化水产养殖服务商 2026-05-08
- 天津大棚内工厂化水产养殖过滤器 2026-05-08
- 四川高密度工厂化水产养殖供应商 2026-05-08
- 广西循环水工厂化水产养殖池 2026-05-08
- 河北高密度工厂化水产养殖过滤器 2026-05-08
- 陕西工厂化水产养殖过滤器 2026-05-08
- 北京微生物工厂化水产养殖鱼池 2026-05-08
- 安徽智能工厂化水产养殖服务商 2026-05-08
- 江苏陆基工厂化水产养殖服务商 2026-05-08
- 河北专业工厂化水产养殖规划 2026-05-08



- 江苏高密度工厂化水产养殖 2026-05-07
- 安徽高密度工厂化水产养殖过滤器 2026-05-07
- 安徽陆基工厂化水产养殖池 2026-05-07
- 四川工厂化水产养殖产值 2026-05-07
- 江西大型工厂化水产养殖平台 2026-05-07
- 江苏专业工厂化水产养殖平台 2026-05-07


- 河南鱼菜共生系统搭建 05-09
- 广西智能鱼菜共生养殖 05-09
- 江苏阳台鱼菜共生基地 05-09
- 鱼菜共生哪家好 05-09
- 浙江低碳鱼菜共生供应商 05-09
- 河北低碳鱼菜共生加盟费多少钱 05-09
- 安徽智能鱼菜共生系统造价 05-09
- 广西鱼菜共生项目加盟 05-09
- 福建低碳鱼菜共生系统设计 05-09
- 北京低碳鱼菜共生系统原理 05-09