- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
工厂化养殖在水产业是一个新兴产业,是取代常见的传统生产方式的一种新型工业化水产养殖模式。自从60年代初期日本开始进行工厂化养鱼以来,世界各国纷纷设计工业化养鱼装置,但形成高效规模化生产是近三十年的事。它通过生物、物理及化学方法的有机结合,把水处理过程系统考虑,使水产养殖过程达到理想状态,形成不受自然条件影响的循环式的高密度养殖方式。工厂化养殖的特点是生产的连续性、无季节性和主动控制性,其中主动控制环境和营养供给是工厂化养殖的主要。工厂化养殖可以实现养殖环境的全年稳定,降低气候风险。云南循环水工厂化水产养殖方案

建议采用“双系统双管道”的供氧系统,“液氧”+“爆气系统”双保险。养殖水体保持循环流动,在沉淀池沉淀大颗粒杂质,24小时循环次数,根据养殖密度和阶段确定。再通过全自动转鼓过滤器,进行微米级过滤,分类出水中大于滤网孔径的固体颗粒和悬浮物。经过全自动转鼓过滤器的水体流入MBBR生化池内,生化池中填满大量的生物媒介球,同时投放组合生物菌群,附着在池内的生物媒介球中,在生化池底部排有曝气管道,对整个生化池进行曝气增氧,使含有生物菌的媒介球不停翻滚,与水体充分接触,生物菌会分解水体中的氨氮、亚硝酸盐及沉淀物等。四川循环水工厂化水产养殖设备工厂化养殖为我国渔业转型提供了新方向,有利于实现可持续发展。

前期内部小试验,效果十分明显。不久后,这一模式将在嘉兴市秀洲区的蓝城渔业基地进行试点。袁利强认为,如果说产业链的“内外联动”,让企业找到了立根之本,“托管服务”的延伸,意义更在于联农带动,为外塘养殖户增加效益,同时又降低了企业运营成本,可谓一举两得。按照传统养殖模式,一年只能产一季鱼,养殖户一般在三四月投苗,等到十一月养成后卖鱼。而现在,养殖户3月份就能直接买大苗养在自家鱼塘,7月长成卖出一批,此时再“补栏”一批大苗,到了11月又能卖,一塘由此产两季,效益自然提升。
掉苗,虾苗质量没问题,但是死亡率高有可能是以下几种原因造成的。首先,水质变化过快,虾苗不适应。说明调出来的水和苗场的水有一定差异,其中包含盐度、总硬度、总碱度、pH、矿物质等,建议苗场出具水质监测指标作为参考。或采取空池放苗,滴流补水的方式达到虾苗适应水质的目的;其次,操作速度过快。来苗入池后较好稳定两天,让其适应环境后再进行淡化或转料操作,建议放苗后前两天投喂苗场相同饲料,两天后再进行转料。如果死亡率超过10%,且每天都有掉苗的情况,极有可能是虾苗应激或中毒,其原因有水质与苗场差异过大、调水材料受到工业污染、设备头一次运转没有冲洗干净等。工厂化养殖要关注节能减排,降低生产过程中的碳排放。

“未来,我们要把产业链再往前延伸,等到积累到一定服务面积,就自主繁育新品种。当然,这需要更长周期,比如得不断筛选,看哪个长得快、哪个更好吃、哪个更容易被市场接受认可,这些都是非常值得继续探索的方向。”杨先华信心满怀道。至于高投入,杨先华也坦言,确实,当下由农户自主投入,几乎不太现实,但倘若村集体介入,通过项目争取落地,或者由带头企业、国资来牵头,负责前期的基础设施建设,以及后续的项目运营,中间的种植养殖管理环节则交由农户,彼此间发挥各自所长,形成利益联结机制,方不失为一种有益探索。工厂化养殖模式有利于实现养殖业的标准化、规范化。四川循环水工厂化水产养殖设备
养殖业与科研院所合作,推动技术创新。云南循环水工厂化水产养殖方案
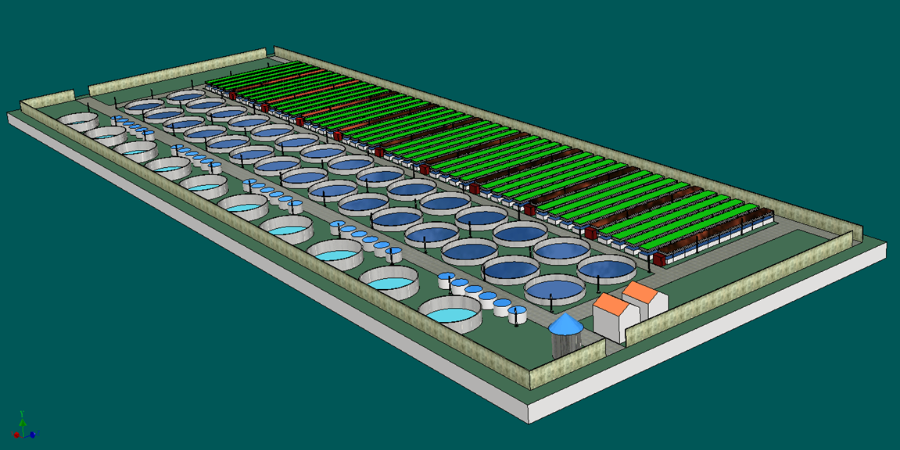
养殖区“零排放零污染”,强大的水处理能力是根本。很多工厂化,只能实现低密度养殖,一旦密度过高,系统“超负荷”,水质异常。或者,通过大量、频繁“换水”实现持续养殖,仍然存在尾水排放问题。要想实现真正的循环水养殖,系统完善是决定因素。系统整体包含养殖池、沉淀池、全自动转鼓过滤器、蛋白分离器、MBBR生化池、紫外线杀菌灯,再加上供氧系统、恒温系统、臭氧系统等。运行原理:将水处理区储水池中的水体注入养殖池内,养殖池内放置供氧气石,持续提高水体溶氧。云南循环水工厂化水产养殖方案

在工厂化水产养殖供应商领域,上海芾驰智能科技有限公司凭借独特的区位优势、雄厚的技术实力与完善的服务体系,成为行业内的重点力量,自2018年成立以来,公司立足上海科技高地与崇明生态岛,深度响应国家科技兴农政策,将智能制造与物联网技术融入水产养殖的各个环节。为客户提供从智能装备供应、管控系统搭建到技术培训、运维保障的全链条服务。作为高新技术企业、专精特新中小企业,公司始终注重技术研发与创新,不断优化产品与服务,依托长三角农业硅谷的产业协同优势,整合行业质量资源,打造出适配不同工厂化养殖场景的个性化供应方案,满足客户多样化的养殖需求。工厂化养殖要关注市场需求,调整养殖品种结构。辽宁微生物工厂化水产养...
- 湖北循环水工厂化水产养殖流程 2026-05-04
- 江西陆基工厂化水产养殖产值 2026-05-04
- 深圳陆基工厂化水产养殖规划 2026-05-04
- 江西循环水工厂化水产养殖流程 2026-05-04
- 黑龙江微生物工厂化水产养殖平台 2026-05-03
- 山东大型工厂化水产养殖产值 2026-05-03
- 重庆微生物工厂化水产养殖技术 2026-05-03
- 江西微生物工厂化水产养殖平台 2026-05-03
- 山东循环水工厂化水产养殖鱼池 2026-05-03
- 陕西循环水工厂化水产养殖过滤器 2026-05-03


- 湖南微生物工厂化水产养殖物联网 2026-05-03
- 山西专业工厂化水产养殖系统 2026-05-03
- 辽宁专业工厂化水产养殖方式 2026-05-03
- 微生物工厂化水产养殖方式 2026-05-03
- 黑龙江高密度工厂化水产养殖鱼池 2026-05-03
- 江西专业工厂化水产养殖鱼池 2026-05-03



- 北京鱼菜共生系统设计 05-04
- 河南阳台鱼菜共生怎么样 05-04
- 湖南新型鱼菜共生哪家好 05-04
- 广东庭院鱼菜共生养殖 05-04
- 湖北低碳鱼菜共生 05-04
- 深圳低碳鱼菜共生养殖技术 05-04
- 辽宁鱼菜共生系统设计 05-04
- 海南低碳鱼菜共生系统种植 05-04
- 天津智能鱼菜共生原理 05-04
- 湖北智能鱼菜共生系统搭建 05-04