- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
2019年,生态环境部、农业农村部等国家十部委联合发布《关于加快推进水产养殖业绿色发展的若干意见》,明确支持工厂化循环水养殖新技术、新装备发展。2023年,全国海水、淡水工厂化养殖产量分别达到44.46万吨、50.17万吨,较5年前增长74.13%、135.03%,增速明显。相比池塘养殖,工厂化循环水养殖具备节水省地、养殖环境可控、高度自动化、单产高和尾水集中处理等优点,可实现“全季节”“反地域”生产。该技术依赖产业政策支撑,需要优良水源作保障,装备制造、能源供应、养殖技术和市场环境等发展要素缺一不可,其中对养殖水质的长效调控至关重要。工厂化养殖应关注养殖品种的遗传多样性,提高产业抗风险能力。深圳循环水工厂化水产养殖基地

为什么要搞工厂化水产养殖?气候异常因素,随着全球气候的异常加剧,诸如厄尔尼诺等极端气候发生频率增加。特别是近年来大面积长时间干旱、洪涝、台风等极端天气多发。在2014年的“威马逊”台风事件中,广东及海南等沿海地区网箱养殖及土塘养殖都损失惨重。而2013-2014年持续的长江大旱,让长江流域的水产养殖业几近绝收。众多珍稀的水产品种也因此绝迹。靠天吃饭的水产养殖模式走入了死胡同。工厂化水养殖模式采用的是室内养殖的工业模式,因此不会受这样的极端天气的影响。山西高密度工厂化水产养殖方式工厂化养殖为农村产业结构调整提供了有力支撑。

工厂化水产养殖是集中式、高效、环保、经济的水产养殖模式,具有高效利用水资源、高产量、品质、环保节能、经济效益好等优势,在未来水产养殖中将会成为主流方式。南美白对虾,学名凡纳滨对虾(Litopenaeus vannamei),也叫做白虾、白对虾,是我国重要的养殖品种之一,2022年全国产量达到1340280吨。该虾具有高蛋白、低脂肪的特点,口感鲜美,深受人们喜爱。可是,近些年来,传统的对虾养殖模式下虾病频发一直困扰着广大养殖户,阻碍了南美白对虾的可持续发展。
关键技术与设备,机械过滤系统,指将未经养殖池的水先通过水处理设备进行多次过滤及消毒杀菌等净化处理后再进入养殖池的一种水处理系统,常用设备有微滤机、蛋白质分离器等。生物过滤系统,生物过滤系统是水处理系统的关键技术环节。是利用特定的生物培养器,培育有益菌群,使之能分解养殖水体中的有害物质,从而达到净化水质的目的。原水处理系统,指将未经养殖池的水先通过水处理设备进行多次过滤及消毒杀菌等净化处理后再进入养殖池的一种原水处理系统。发展深加工业务,提高养殖产品的附加值。

在平湖市农业农村局副局长袁利强看来,这也是“扬长避短”之举,相比全省山区地方,平湖看似土地平整辽阔,但基本农田保护率高,实际上空间捉襟见肘,因此如何在有限的空间里产出更高效益,像这类总部型、科技型的企业就十分宝贵。示范园既是科技的研发地,更是集成的样板间,形成成熟的产业链条后,对外整体输出,这就是典型的“跳出浙江发展浙江”,即农业科技型的“地瓜经济”。当然,科技进步从来都非一蹴而就,即使在实验室里已接近完美,等到实际落地时,依然会出现各种各样的问题。以工业化生产方式养殖的水产品,其营养价值与野生产品相差无几。山西高密度工厂化水产养殖方式
工厂化养殖要关注养殖品种的适应性,提高养殖成功率。深圳循环水工厂化水产养殖基地
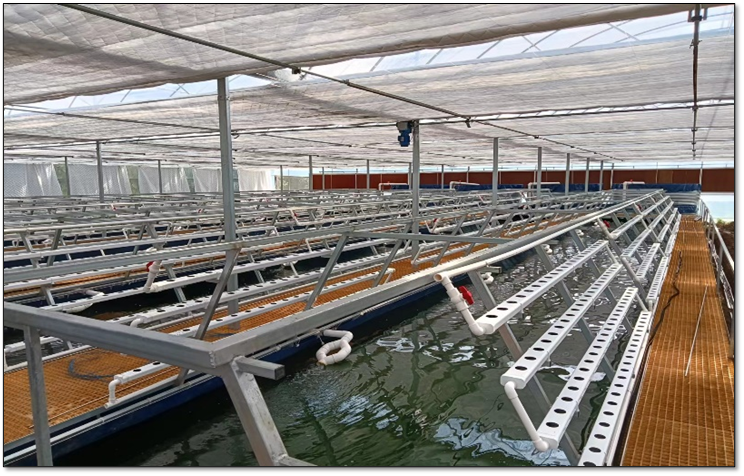
水产工厂化养殖的现状,水产工厂化养殖又称为全闭环养殖模式,是将生产过程与生态环境分离的一种养殖方式。与传统的水产养殖相比,水产工厂化养殖具有以下优势:1. 水质管理更稳定。采用全封闭式养殖池或水体生态系统,水源自循环,能够更准确地调控水质。2. 养殖效率更高。采用水产科技管理技术,饲料利用率更高、水藻与浮游生物的竞争关系得到改善,从而实现养殖效益较大化。3. 食品安全更有保障。从养殖环节到加工流程都能更严格地控制,为水产产品提供更好的品质与口感保证。深圳循环水工厂化水产养殖基地

作为专业的工厂化水产养殖供应商,上海芾驰智能科技有限公司(简称:芾驰智能)自2018年5月在上海智慧岛数据产业园注册成立以来,始终立足上海科技高地与崇明生态岛,深度响应国家科技兴农政策,充分发挥自身在智能制造行业信息化领域的丰富经验,以工业互联网思维为重点,构建起完善的智慧农业物联网产业服务平台,全力为工厂化水产养殖领域提供全方面、智能化的解决方案,助力养殖行业实现数字化、智能化转型,用科技力量赋能水产养殖产业高质量发展,践行农业科技产业化、数字化、智能化的发展使命。x 新加坡的乌龟工厂化养殖,展示了工厂化养殖在特种水产养殖领域的潜力。河北循环水工厂化水产养殖池养殖过程中不使用违禁...
- 浙江智能工厂化水产养殖服务商 2026-05-08
- 天津大棚内工厂化水产养殖过滤器 2026-05-08
- 四川高密度工厂化水产养殖供应商 2026-05-08
- 广西循环水工厂化水产养殖池 2026-05-08
- 河北高密度工厂化水产养殖过滤器 2026-05-08
- 陕西工厂化水产养殖过滤器 2026-05-08
- 北京微生物工厂化水产养殖鱼池 2026-05-08
- 安徽智能工厂化水产养殖服务商 2026-05-08
- 江苏陆基工厂化水产养殖服务商 2026-05-08
- 河北专业工厂化水产养殖规划 2026-05-08


- 江苏高密度工厂化水产养殖 2026-05-07
- 安徽高密度工厂化水产养殖过滤器 2026-05-07
- 安徽陆基工厂化水产养殖池 2026-05-07
- 四川工厂化水产养殖产值 2026-05-07
- 江西大型工厂化水产养殖平台 2026-05-07
- 江苏专业工厂化水产养殖平台 2026-05-07



- 河北小型鱼菜共生养殖技术 05-12
- 山东低碳鱼菜共生系统种植 05-12
- 江西鱼菜共生养殖模式 05-12
- 北京小型鱼菜共生系统搭建 05-12
- 湖南鱼菜共生优势 05-12
- 北京低碳鱼菜共生养殖技术 05-12
- 黑龙江鱼菜共生 05-12
- 重庆庭院鱼菜共生可行性报告 05-12
- 湖南小型鱼菜共生厂商 05-12
- 安徽庭院鱼菜共生系统 05-12