- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
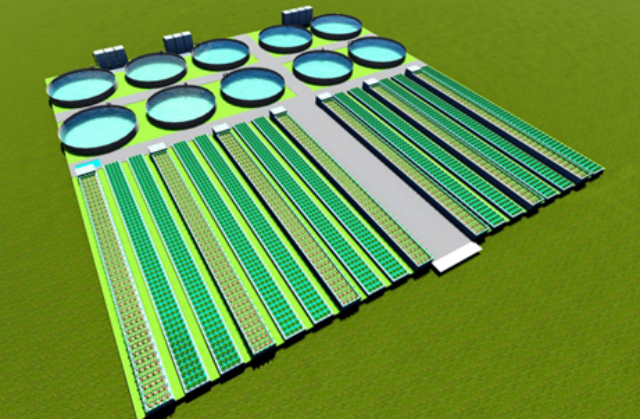
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
利用地下水开展淡水养殖的,应特别关注排污口设置是否规范,重点监测排放频率和排放量。此外,对养殖尾水中可能存在的渔药和重金属残留,应从源头把控,厘清渔药来源、明确成分、核实用途、规范用量,杜绝禁用渔药,避免过度用药。稳步推进涉水设施设备运行的自动在线监测。对于工厂化循环水养殖产业规模大、发展速度快的地区,生态环境管理部门可以联合水利、农业(渔业)管理部门定期监督检查养殖企业取水、循环水和尾水处理设施设备的运行情况,协同推进自动在线监测技术和装备的开发,杜绝名义上是循环水、实际需要大量取水排水的现象发生,构建非现场监管工作模式,建立长效动态监管机制,促进工厂化循环水养殖产业的可持续发展。工厂化养殖有利于提高水产养殖业的整体竞争力。贵州微生物工厂化水产养殖池

水产工厂化养殖的未来发展,尽管水产工厂化养殖具有诸多优势,但是也存在一定的挑战。1. 技术门槛高。实行水产工厂化养殖需要具备先进的水产科技管理技术,这对于企业的技术实力、人才储备提出了更高的要求。2. 成本压力大。与传统养殖方式相比,水产工厂化养殖所需建设的设施与设备更为复杂,投资成本也更高。3. 污染排放问题。全封闭式养殖池对于污染物的处理需要更高的技术要求,否则容易造成水环境污染。针对以上问题,未来的水产工厂化养殖将需要不断加强技术研发、加强环境保护、降低养殖成本等方面的努力。陕西陆基工厂化水产养殖服务商借鉴发达国家经验,我国工厂化养殖仍有很大的提升空间。

整个养殖系统需要控制的因素非常多:一是水质量和温度可控,如水体循环、水体控温、水质监测、生物过滤、充气增氧、臭氧脱色等。保证水质量,就是保证养殖鱼健康的前提;二是饵料投喂可控,定时、定量科学投料,既能节约成本、又能保证水质不受剩余饲料污染;三是废物处理可控,如自动死鱼收集、污水处理后,来能把这些废物化为农田生物肥料利用,四是起捕自动分类。工厂化循环水养殖具有生产效率高、占地面积少的特点。可摆脱土地和水等自然资源条件限制,是一种高密度、高单产、高投入、高效益的养殖方式。产品可像工业品一样可以不分季节、有计划地均衡上市,让百姓可以随时享受喜爱的海鲜。
我国工厂化循环水养殖起步于20世纪80年代中期。1986年前后,国内企业从德国、丹麦等国家引进一批循环水养殖系统,主要从事淡水罗非鱼、鳗鱼的工厂化养殖。然而,工厂化循环水养殖投入高,其经济性受到了严重质疑,加上技术上的不成熟,工厂化循环水养殖的发展一度进入了低谷。1990年初,国内开始进行工厂化循环水养殖相关的科学与技术研究,从早期摸索,到工艺、技术、装备的逐步研发与配套集成,较终实现产业化运行,这个过程花费了30年。创新融资模式,降低工厂化养殖的门槛。

工厂化循环水养殖可以通过机械、电子设备等精确控制水温、水质、氧气含量等,为养殖生物提供较佳的生长条件;同时,其封闭的养殖环境有利于控制病原微生物的传播和侵入,便于实施防疫措施。工厂化循环水养殖南美白对虾是一种高效、可持续的养殖模式,通过科学管理循环水系统和对虾生长环境,实现对虾的高产、高质量养殖。较近几年,工厂化养殖南美白对虾在国内发展较快,天津、河南等地采用循环水系统养殖南美白对虾都实现了产量和效益的双丰收。养殖技术研发,为工厂化养殖提供技术支撑。海南智能工厂化水产养殖基地
工厂化养殖模式有利于推广节能减排技术,降低能源消耗。贵州微生物工厂化水产养殖池
以设施农业示范园就十分典型,也极具表示性。如今,其主要盈利点并非简单卖菜卖鱼,而是装备设施、技术模式,以及后续运营的整体输出,目前已成功推广到西藏、湖北、江苏、江西等地。根据合作协议,产品销售出去后,并非意味着合作的结束,而是全新的开始。接下来,甲方需派人专门到地处平湖的这一“大本营”跟班学习一个月,有专门技术人员手把手教授如何操作和运营。后期学成之后,“师徒制”仍然奏效,那边有啥不懂或者碰到疑难杂症,这头的技术团队随时跟进。贵州微生物工厂化水产养殖池

作为专业的工厂化水产养殖供应商,芾驰智能始终以技术创新为重点驱动力,经过多年的沉淀与发展,不仅获得多项行业荣誉,更在2024年实现股权托管中心挂牌,彰显了公司的综合实力与行业认可度,公司立足长三角农业硅谷,整合好的质量技术资源,将工业互联网思维与水产养殖技术深度融合,为客户提供定制化的智慧养殖解决方案,帮助养殖主体摆脱自然环境的依赖,实现全年稳定高效养殖,推动工厂化水产养殖行业的技术升级与产业转型。上海芾驰智能作为深耕智慧农业领域的工厂化水产养殖供应商,始终立足上海科技高地。采用封闭式循环水系统,工厂化养殖降低了水体污染,有利于环境保护。黑龙江微生物工厂化水产养殖平台公司凭借高新技术企业、专精...
- 山东大型工厂化水产养殖产值 2026-05-03
- 重庆微生物工厂化水产养殖技术 2026-05-03
- 江西微生物工厂化水产养殖平台 2026-05-03
- 山东循环水工厂化水产养殖鱼池 2026-05-03
- 陕西循环水工厂化水产养殖过滤器 2026-05-03
- 辽宁高密度工厂化水产养殖系统 2026-05-03
- 江苏循环水工厂化水产养殖方案 2026-05-03
- 黑龙江陆基工厂化水产养殖方案 2026-05-03
- 安徽微生物工厂化水产养殖过滤器 2026-05-03
- 湖南微生物工厂化水产养殖物联网 2026-05-03

- 江西专业工厂化水产养殖鱼池 2026-05-03
- 辽宁循环水工厂化水产养殖方案 2026-05-03
- 海南大型工厂化水产养殖系统 2026-05-03
- 广东智能工厂化水产养殖鱼池 2026-05-03
- 四川大型工厂化水产养殖流程 2026-05-03
- 深圳工厂化水产养殖鱼池 2026-05-03


- 江西微生物工厂化水产养殖平台 05-03
- 山东循环水工厂化水产养殖鱼池 05-03
- 陕西循环水工厂化水产养殖过滤器 05-03
- 辽宁高密度工厂化水产养殖系统 05-03
- 江苏智能鱼菜共生系统有哪些好处 05-03
- 江苏循环水工厂化水产养殖方案 05-03
- 广西新型鱼菜共生系统 05-03
- 山西鱼菜共生原理 05-03
- 湖南低碳鱼菜共生系统种植 05-03
- 安徽低碳鱼菜共生厂商 05-03