- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
近些年,随着国内工厂化循环水养殖的崛起,不少养殖场的成功案例屡屡曝光,让越来越多的朋友对这种新兴的养殖技术充满兴趣。也有朋友私信小CAT,发出灵魂提问:“工厂化循环水养殖系统是什么,能介绍一下吗?”当然,对于循环水养殖的理解,行业中各有不同理解。本期,基于小CAT自己的认识,谈谈工厂化循环水养殖系统中的门道。工厂化循环水养殖系统(Recirculating Aquaculture System,简称RAS),是一套通过循环利用水资源,减少水的消耗和污染,并实现高效稳定的养殖生态系统。养殖品种的多样化,有助于提高养殖业的综合效益。吉林智能工厂化水产养殖

放苗:苗种选择,选择体质健壮,体色健康,逆水能力强,无病无伤且经过检疫合格后的优良苗种,较好购自省级以上的良种场。试养1至2天后死亡率应不大于5%。检测虾苗的活力时一般取150尾左右虾苗放入亮色水盆中,当手伸入水中或用手轻轻搅动水体时,健康好苗会立刻应激逃避和逆水游动,反之为弱苗。根据运输时间长短选择不同的虾苗。一般运输时间长的选择体长0.8cm以下的虾苗,以减少长途运输中造成的碰撞损伤,提高存活率。运输时间短的可选择体长0.8~1.2cm的大苗,缩短养殖周期。大型工厂化水产养殖方案发展深加工业务,提高养殖产品的附加值。

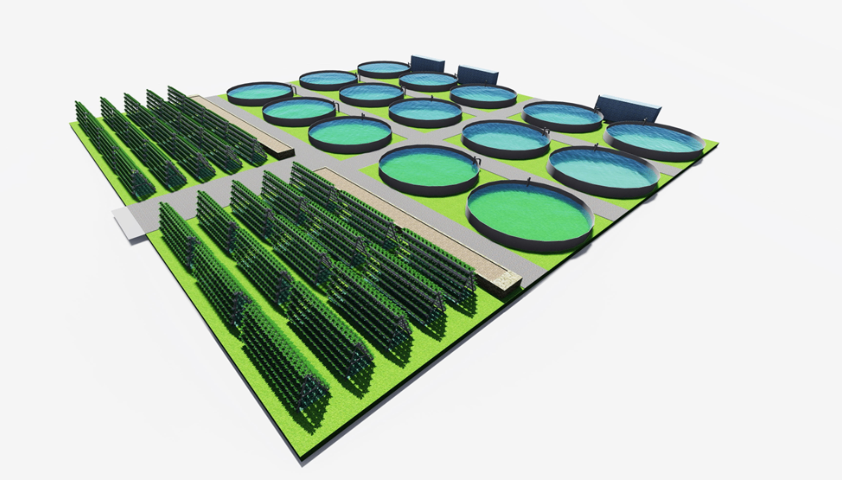
不过,工厂化循环水养殖系统这个概念,较早形成于20世纪60~70年代的欧洲。该系统较初的思路是通过改进传统的流水养殖,以储水为目的,让养殖场在枯水期保证有足够的水源进行养殖。随着欧洲在循环水养殖技术持续实践,加入提升效率、跨自然限制和环保等养殖需求,发展出如今我们所熟知的工厂化循环水养殖系统。发展至今,工厂化循环水养殖系统已形成鱼池、净化系统、温控系统、增氧系统和杀菌消毒系统多个子模块。通过机械、生化过滤等设备,将鱼池中出现的废料和有毒物质进行过滤或转化,从而净化水质,循环利用;温控系统和增氧系统则负责保证养殖池水的水温和溶氧,提供适宜水生物的生长环境;杀菌消毒系统则负责消除水体中病毒、细菌等外来致病原体。
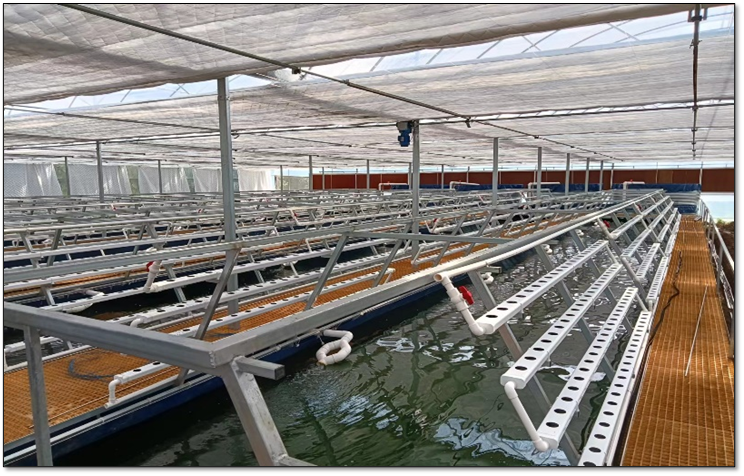
现代工厂化循环水养殖系统通常配备了智能化管理设备,这些设备可以实时监控和调节养殖环境中的各种参数,提高管理效率。通过传感器和自动控制系统,养殖者可以远程监控水质、温度、氧气浓度等关键指标,并在异常情况下快速采取措施。这种智能化管理不仅减少了人工操作的错误率,还提高了养殖的整体效率,使得养殖者能够更专注于生产策略和市场开发。随着物联网技术的发展,智能化管理系统还将进一步整合大数据分析,为决策提供更全方面和精确的支持。创新养殖模式,如“稻渔共生”,实现了一田多用、一水多养。

为什么要搞工厂化水产养殖?1.水源因素,随着工业的急速发展和气候变化带来的影响,水资源出现了严重的枯竭。地下水位持续降低。自然降水大幅减少。水产养殖行业的可持续发展面临严竣挑战。而工厂化水产养殖模式可大量节约用水。为农业的可持续发展奠定坚实的基础。2.水质污染及人为因素,工业的飞速发展带的诸多影响中,水质污染当属罪魁祸首。据国家有威信机构检测,2014年,珠三角地区的地下水铅含量超过国际标准27倍。而因上游水污染而导致的死鱼事件更是层出不穷。另外水体富营养化而导致的蓝藻爆发事件更是时有发生。工厂化养殖为城市居民提供了绿色、健康的水产品。海南大棚内工厂化水产养殖技术
生物絮团技术在水产养殖中的应用,有助于提高养殖效益和减少污染。吉林智能工厂化水产养殖
养殖优势,工厂化循环水养殖模式具有多方面的优势。首先,它的风险较小,不受天气、污染等外在因素影响,能够较大程度上提高养殖密度和产量。其次,环境可控:通过精确控制水质、水温和氧气含量等关键参数,避免了传统养殖方式中因环境变化导致的鱼类疾病和死亡[2]。此外,循环水系统通过过滤和净化技术,实现了水资源的高效利用,减少了浪费,并且封闭的养殖环境有效防止了养殖废水对周边环境的污染,符合环保要求。较后,反季节销售策略可以全方面提高水产养殖的经济效益,由于养殖环境的可控性,鱼类的成活率和生长速度明显提高,单位面积产量大幅增加。吉林智能工厂化水产养殖

作为专业的工厂化水产养殖供应商,上海芾驰智能科技有限公司(简称:芾驰智能)自2018年5月在上海智慧岛数据产业园注册成立以来,始终立足上海科技高地与崇明生态岛,深度响应国家科技兴农政策,充分发挥自身在智能制造行业信息化领域的丰富经验,以工业互联网思维为重点,构建起完善的智慧农业物联网产业服务平台,全力为工厂化水产养殖领域提供全方面、智能化的解决方案,助力养殖行业实现数字化、智能化转型,用科技力量赋能水产养殖产业高质量发展,践行农业科技产业化、数字化、智能化的发展使命。x 新加坡的乌龟工厂化养殖,展示了工厂化养殖在特种水产养殖领域的潜力。河北循环水工厂化水产养殖池养殖过程中不使用违禁...
- 浙江智能工厂化水产养殖服务商 2026-05-08
- 天津大棚内工厂化水产养殖过滤器 2026-05-08
- 四川高密度工厂化水产养殖供应商 2026-05-08
- 广西循环水工厂化水产养殖池 2026-05-08
- 河北高密度工厂化水产养殖过滤器 2026-05-08
- 陕西工厂化水产养殖过滤器 2026-05-08
- 北京微生物工厂化水产养殖鱼池 2026-05-08
- 安徽智能工厂化水产养殖服务商 2026-05-08
- 江苏陆基工厂化水产养殖服务商 2026-05-08
- 河北专业工厂化水产养殖规划 2026-05-08



- 江苏高密度工厂化水产养殖 2026-05-07
- 安徽高密度工厂化水产养殖过滤器 2026-05-07
- 安徽陆基工厂化水产养殖池 2026-05-07
- 四川工厂化水产养殖产值 2026-05-07
- 江西大型工厂化水产养殖平台 2026-05-07
- 江苏专业工厂化水产养殖平台 2026-05-07



- 河北小型鱼菜共生养殖技术 05-12
- 山东低碳鱼菜共生系统种植 05-12
- 江西鱼菜共生养殖模式 05-12
- 北京小型鱼菜共生系统搭建 05-12
- 湖南鱼菜共生优势 05-12
- 北京低碳鱼菜共生养殖技术 05-12
- 黑龙江鱼菜共生 05-12
- 重庆庭院鱼菜共生可行性报告 05-12
- 湖南小型鱼菜共生厂商 05-12
- 安徽庭院鱼菜共生系统 05-12