天然气发电机组的噪音控制需满足不同场景要求,居民区周边运行的机组(如商业建筑备用电源),距机组1米处噪音值需≤75dB(A);工业区机组可放宽至≤85dB(A)。行业内常用降噪措施包括:机体加装隔音罩(采用双层钢板+岩棉保温层结构,隔音量≥25dB(A))、排气系统安装消声器(抗性消声器+阻性消声器组合,消声量≥30dB(A))、基础设置减震垫(橡胶减震垫或弹簧减震器,减震率≥80%)。噪音检测需在标准环境下进行(无其他声源干扰,风速≤3m/s),检测点选取机组四周均匀分布的4个点,取平均值作为噪音值,检测结果需符合当地环保部门要求。 天然气发电机组运行时产生的噪音较小,不会对周边环境造成干扰。安徽垃圾填埋天然气发电机组生产厂家

天然气发电机组的环保排放指标需符合国内外通用标准,国内执行GB20891《非道路移动机械用柴油机排气污染物排放限值及测量方法》,要求氮氧化物(NOx)排放浓度≤150mg/m³(稳态工况)、一氧化碳(CO)≤300mg/m³;国际市场需满足美国EPATier4或欧盟StageV标准,NOx限值进一步降至80mg/m³以下。为达成排放要求,行业内普遍采用“稀薄燃烧+选择性催化还原(SCR)”技术组合:稀薄燃烧通过控制空燃比(通常16:1-18:1)减少原始排放,SCR系统利用尿素溶液将NOx转化为氮气与水,转化效率需≥90%。部分小型机组采用三元催化器,对CO、碳氢化合物(HC)的净化效率可达95%以上,HC排放浓度控制在50mg/m³以内。 四川矿山天然气发电机组价格大全在科研实验室,天然气发电机组为精密仪器提供稳定电源。

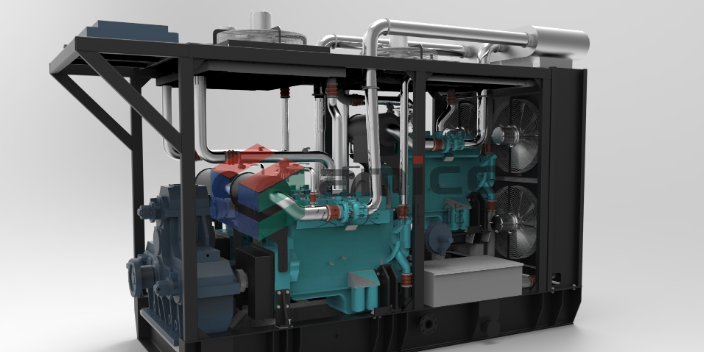
对于企业用户而言,发电设备的运维效率直接影响设备运行成本与可靠性,而安美科围绕天然气发电机组构建的智能运维技术与服务体系,为用户提供了全生命周期的运维保障。安美科天然气发电机组搭载了自主研发的智能控制系统,该系统具备实时数据采集、运行状态监测、故障预警与远程诊断功能,可通过传感器实时采集机组转速、油压、水温、排气温度等 200 余项运行参数,上传至云端管理平台。运维人员通过电脑或移动端即可实时查看机组运行状态,当系统检测到参数异常时,会自动触发预警机制,通过短信、APP 推送等方式通知运维人员,并提供故障原因分析与处理建议,实现故障早发现、早解决。
天然气发电机组的防腐处理需针对不同部件采用对应措施,金属部件(如气缸盖、排气管)采用高温防锈漆(耐温≥600℃),涂层厚度≥80μm,每2-3年检查一次,涂层脱落面积超过10%时需重新涂刷;电气部件(如控制柜、传感器)采用IP54以上防护等级,控制柜内加装除湿装置(湿度≤60%),防止电气元件受潮短路;燃料管道采用不锈钢304材质,接口采用焊接或法兰连接,避免螺纹连接泄漏,管道外壁包裹保温层,防止冷凝水腐蚀。长期停用的机组需进行防腐处理:发动机内部注入防锈油,电气部件覆盖防尘罩,燃料管道内通入氮气(压力0.05MPa),防止空气与水分进入导致腐蚀。 天然气发电机组能在恶劣天气条件下正常稳定地发电运行。

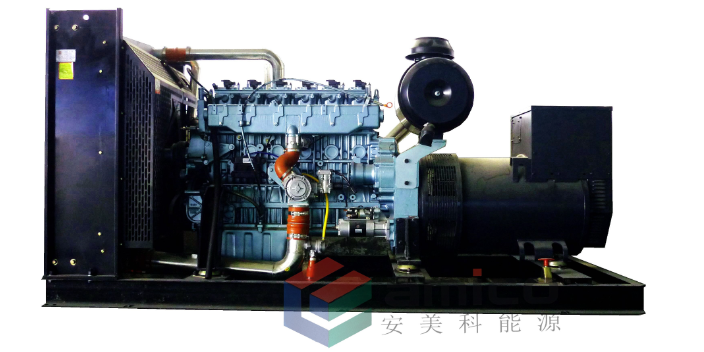
油气田作为能源生产的主要场景,对能源供应的可靠性、安全性及经济性有着极高要求,而天然气发电机组凭借其燃料获取便捷、运行稳定等优势,已成为油气田现场供电的理想选择。成都安美科能源管理有限公司针对油气田特殊的作业环境与能源需求,研发了油气田天然气发电机组,为油气田开发提供了高效、可靠的定制化能源解决方案。在油气田作业现场,伴生气是石油开采过程中的副产品,若直接排放不仅会造成能源浪费,还会污染环境。安美科油气田天然气发电机组可直接利用现场伴生气作为燃料,实现“就地取材、就地发电”,大幅降低了燃料运输成本与储存风险。同时,机组具备较强的燃气适应性,能够处理伴生气中甲烷含量波动、含有少量杂质等问题,通过燃气预处理系统,对伴生气进行过滤、脱硫、稳压等处理,确保燃料品质符合机组运行要求,避免杂质对发动机造成磨损,延长设备使用寿命。天然气发电机组为远程通信基站提供电力,确保信号覆盖。西藏高压天然气发电机组供应商家
天然气发电机组的发电效率在不同工况下都较为出色。安徽垃圾填埋天然气发电机组生产厂家
天然气发电机组的燃料适配需以气体成分特性为依据,行业内公认甲烷含量是决定燃烧效率的关键指标。通常要求燃料气中甲烷体积分数不低于85%,若甲烷含量降至75%-85%区间,需优化燃烧系统(如调整点火提前角、增大喷油嘴孔径)以避免燃烧不充分;若低于75%,则需更换燃烧器,否则易导致排气温度超温(超过600℃)、热效率下降5%-10%。同时,燃料气中硫化氢含量需控制在20mg/m³以内,总硫含量不超过100mg/m³,防止硫化物腐蚀气缸壁与火花塞,延长部件寿命。燃料气供应压力需稳定在0.1-0.3MPa(表压),压力波动幅度不超过±5%,确保进气量均匀,避免机组输出功率波动超过±2%。 安徽垃圾填埋天然气发电机组生产厂家