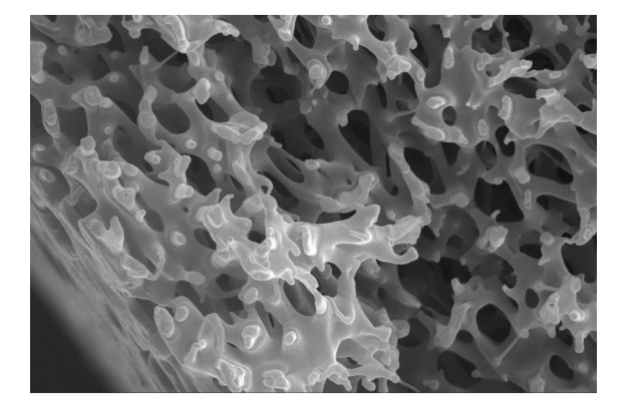
使用生物分离膜为食品饮料生产带来了诸多明显好处。首先,生物分离膜能够在常温下实现高效的分离和纯化,明显降低了生产过程中的能耗。其次,该膜技术能够有效去除杂质和微生物,同时保留食品的营养成分和风味,提升了产品的品质和安全性。生物分离膜的抗污染性能强,减少了膜的清洗和更换频率,降低了维护成本。此外,其紧凑的结构设计和模块化安装方式使得生物分离膜能够灵活应用于不同的生产系统,提高了系统的运行效率和可靠性。这些好处不仅提升了生产的效果和经济性,还为食品饮料行业的可持续发展提供了有力支持,推动了行业向高效、节能、环保的方向发展。生物分离中空纤维膜具有孔径微小且均匀这一特性,这使得它在筛分不同尺寸生物物质方面效果明显。膜普生物分离中空纤维膜价钱

使用生物分离膜能够为食品饮料企业带来诸多明显好处。首先,其高效的分离和提纯能力能够明显提高产品质量,去除杂质的同时保留营养成分。其次,生物分离膜的低能耗和低运行成本特性,使其在长期使用中具有良好的经济性。此外,生物分离膜的耐污染能力和可反冲洗特性,能够有效延长膜的使用寿命,降低设备更换频率和维护成本。其温和的分离过程能够保护食品和饮料中的活性成分,避免因高温或化学试剂导致的营养损失。这些综合好处使得生物分离膜在食品饮料行业中成为理想的解决方案,为企业的可持续发展提供了有力支持。江苏耐高温生物分离中空纤维膜多少钱特殊的清洗与再生方法使得生物分离中空纤维膜性能得以长期保持。
食品饮料业生物分离膜具有诸多明显优势,使其在该领域中发挥重要作用。首先,生物分离膜能够在常温下进行操作,避免了传统热处理工艺中可能导致的营养成分损失和风味变化。这种温和的处理方式特别适用于热敏性物质,如果汁、酶制剂和乳制品等,能够尽可能保留产品的天然特性和生物活性。其次,生物分离膜的分离过程无需添加化学试剂,减少了对环境的污染,同时降低了生产成本。此外,生物分离膜的高效分离性能可以明显提高生产效率,简化工艺流程,减少设备占地面积。这些优势综合起来,不仅提升了产品质量,还为食品饮料行业的可持续发展提供了有力支持。
生物分离膜在化工制造业中具有多种关键功能,普遍应用于产品的澄清、提纯、浓缩和分离等环节。它可以有效去除化工生产中的悬浮物、胶体和微生物,提高产品的澄清度和稳定性。例如,在氨基酸和多肽的生产中,生物分离膜能够通过调节溶液的pH值,实现不同等电点物质的高效分离。此外,生物分离膜还可用于抗生药和医药中间体的纯化,通过超滤和纳滤技术去除杂质,提高产品的纯度和收率。其多功能性使其成为化工制造业优化生产工艺、提升产品质量的重要工具。细胞培养基过滤中空纤维膜在生物医学和细胞培养领域展现出明显的优势。

化工催化剂回收中空纤维膜技术的引入,对于化工行业而言,无疑是一场较大的变革。在石化、精细化工等领域,催化剂作为生产过程中的关键要素,其成本往往占据了总成本的一大部分。而中空纤维膜回收技术的高效性,使得催化剂的回收率得到了明显提升,从而大幅度降低了企业对新催化剂的依赖和需求。这不仅直接减少了原材料的采购成本,还因为回收催化剂的多次循环利用,降低了整体生产过程中的能耗和废弃物排放。这种技术不仅有助于企业提升经济效益,更在资源节约和环境保护方面发挥了积极作用,为化工行业的绿色、可持续发展提供了有力支撑。化工催化剂回收中空纤维膜在提高化工生产效率方面发挥着重要作用。杭州化工溶剂提取中空纤维膜供应商推荐
生物分离膜在生物制药领域展现出诸多明显优势,为生物制药的生产与研发提供了高效、经济的解决方案。膜普生物分离中空纤维膜价钱
酶回收所用的中空纤维膜,在工艺整合与流程优化上表现出其独特价值。它能够与多样的上游及下游工艺实现顺畅对接,构建出一个完善且高效的酶回收作业流程。在上游阶段,该膜装置与酶反应设备紧密相连,即时接收反应完毕的混合液,进行酶的回收处理;而到了下游环节,回收得到的酶则可轻松地进入浓缩、纯化流程,或直接返回到反应体系中继续使用。以生物柴油的生产为例,当脂肪酶催化完成酯交换反应后,中空纤维膜回收系统能够迅速介入,有效回收脂肪酶并去除其中的杂质,随后将浓缩的脂肪酶重新加入到反应釜中,参与到新一轮的反应中去。这流程省去了繁琐的中间转移及处理步骤,增强了工艺的连贯性与自动化水平,降低了能耗并减少了设备所占用的空间,成功实现了酶回收流程与整体生产工艺的协调优化,进而提升了企业的生产效率及资源利用效果。膜普生物分离中空纤维膜价钱