- 品牌
- 焓数科技
- 型号
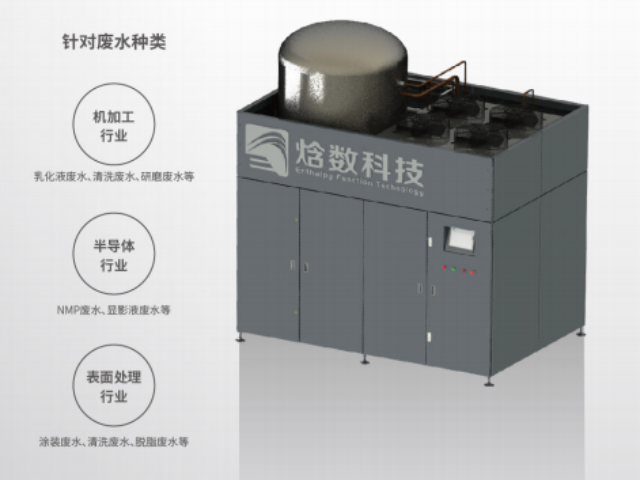
- 低温结晶器
浓缩倍数高是该系统的核心竞争力之一。在处理过程中,它能将废水大幅浓缩,让高沸点成分以浓缩物形式留存,低沸点成分有效蒸发,这对于减少后续处理体积、降低处理成本意义重大。而且,处理后固体含水率≤30%,意味着浓缩物更易于处置和回收,在环保与资源再利用层面实现双赢。模块化设计让低温热泵结晶系统在场地适配性上表现出色。设备占地小,对于土地资源紧张的工业园区而言,无需大规模场地改造就能安装使用,降低了企业引入门槛。同时,这种设计也便于后期维护与升级,单个模块出现问题,不影响整体系统运行,维护成本和时间成本都能有效控制。印染行业采用低温结晶器,处理印染废水,实现水资源循环。广东高浓度有机废液低温结晶器供应商家

23.低温结晶-电化学法耦合处理重金属废水低温结晶器与电絮凝系统耦合,处理含Cu²⁺、Ni²⁺废水。结晶器降温至-5℃析出硫酸盐,电絮凝进一步去除残余重金属。系统污泥量减少70%,运行成本降低40%。某金属加工企业案例显示,出水重金属浓度<0.1mg/L,满足排放标准。24.低温结晶器在热敏性食品添加剂结晶中的应用针对维生素C、香精等热敏性添加剂,低温结晶器采用超声波辅助结晶技术。设备在5℃条件下运行,使晶体粒径分布更均匀,收率提升12%。某食品企业案例显示,该设备使添加剂晶型稳定,溶解性能提升20%。山西环保工程低温结晶器大概价格多少低温结晶器采用特殊材质,耐腐蚀,适应复杂化工环境。

5.基于数字孪生的低温结晶过程动态优化构建低温结晶过程数字孪生体,融合机理模型与实时数据,实现动态优化。通过强化学习算法,系统可在线调整温度、过饱和度等参数,使晶体粒度分布(PSD)稳定在目标区间。工业应用表明,该策略使产品收率提升12%,能耗降低18%。某锂电企业案例显示,电池级碳酸锂纯度稳定至99.9%。6.食品级乳酸低温结晶的晶型调控与节能设计通过响应面法优化乳酸低温结晶工艺,在-10℃~0℃范围内调控降温速率(0.5℃/min)和搅拌强度(80rpm),使α-乳酸晶型占比达92%。设备采用热泵循环系统,余热利用率达75%,较传统工艺节能55%。晶体流动性提升35%,溶解速率稳定性±2%,满足**食品添加需求。
3. 海水淡化副产盐低温结晶的资源化路径低温结晶器在处理海水淡化浓盐水时,通过梯度降温实现NaCl与Mg(OH)₂的分级结晶。一级结晶器控制温度-10℃~5℃,优先析出NaCl,纯度达99.2%;二级结晶器降温至-30℃,回收镁资源。系统热集成设计使蒸汽消耗降低28%,副产盐满足工业级标准,形成零排放闭环。4. 生物制药低温结晶过程的质量源解析采用AT-line低温结晶器进行单抗浓缩时,晶体粒径分布(CSD)受搅拌桨型影响***。六弯叶涡轮桨在120rpm下可产生0.8mm主导粒径,较传统桨型提升收率15%。过程分析技术(PAT)结合FBRM实时监测,将批次间变异系数(CV)控制在3%以内,确保产品均一性。 专业低温结晶系统,以 35°C 左右低温蒸发,有效避免结垢,保障设备稳定运行。

EVA-4TC作为较大型号,日处理量4T,小时处理量200L/h,功率65KW,吨能耗250kWh。针对大型企业或废水集中处理场景,强大的处理能力可应对高负荷废水处理任务,稳定的吨能耗确保运营成本可控,助力企业构建高效、经济的废水处理体系。在制药化工行业实际应用中,低温热泵结晶系统处理MVR母液效果***。制药化工生产中,MVR母液成分复杂,含多种化学物质,处理难度大。该系统凭借宽废水适用范围、高浓缩倍数等优势,能将母液有效浓缩结晶,回收有价值成分,同时实现达标排放,帮助企业解决环保难题,还能挖掘资源回收价值。工业分离难题破局!低温结晶器,借低温实现高效结晶、纯净分离。贵州低温结晶器售后服务
低温结晶系统用于垃圾渗滤液处理,实现无害化结晶处理。广东高浓度有机废液低温结晶器供应商家
在工业废水处理的复杂版图中,低温热泵结晶系统正以独特优势重塑处理格局。其对不同行业废水的适配性,源于对废水特性的精细把握。以制药化工行业的高盐高 COD 废水为例,这类废水成分复杂、处理难度大,传统工艺往往在能耗与效果间难以平衡。而低温热泵结晶系统凭借短工艺链,能快速切入处理流程,将废水浓缩结晶,把高沸点污染物留存、低沸点成分蒸发,既减少后续处理压力,又为资源回收创造条件,让制药化工企业在环保合规与成本控制上找到支点 。广东高浓度有机废液低温结晶器供应商家

低温结晶器在煤化工行业的高盐废水处理中发挥关键作用,苏州焓数科技的设备可处理煤化工浓盐水,实现盐水分质结晶与资源化。煤化工浓盐水含有硫酸钠、氯化钠等多种盐分,传统工艺难以分离,低温结晶器通过分段降温实现不同盐分的分步结晶,硫酸钠在 0-10℃结晶析出,氯化钠在更低温度下结晶,实现分质回收。结晶盐纯度可达 90% 以上,可作为工业原料再利用,冷凝清水可回用于生产环节,实现废水零排放。该设备适配煤化工行业高盐废水处理需求,助力企业解决环保难题。低温结晶系统可对研磨废水结晶,回收贵重物质。上海低温结晶器大概价格多少低温结晶器在工业物料资源化回收中的重要性,苏州焓数科技的设备助力企业实现循环经济发展模...
- 天津制药母液低温结晶器厂家价格 2026-04-03
- 环保工程低温结晶器联系方式 2026-04-03
- 上海防结垢低温结晶器厂家电话 2026-04-03
- 贵州低温减压低温结晶器技术指导 2026-04-03
- 贵州热泵式低温结晶器联系方式 2026-04-02
- 山东食品行业低温结晶器代理品牌 2026-04-02
- 北京工业用低温结晶器常见问题 2026-04-02
- 贵州哪里有低温结晶器大概价格多少 2026-04-02
- 安徽防结垢低温结晶器进货价 2026-04-02
- 智能控制低温结晶器常见问题 2026-04-02


- 江苏可扩容低温结晶器要多少钱 2026-04-02
- 山西哪里有低温结晶器厂家价格 2026-04-02
- 四川连续式低温结晶器 2026-04-02
- 上海可扩容低温结晶器售后服务 2026-04-02
- 福建哪里有低温结晶器联系方式 2026-04-02
- 高 COD 废水低温结晶器联系方式 2026-04-02



- 贵州热泵式低温结晶器联系方式 04-02
- 山东食品行业低温结晶器代理品牌 04-02
- 北京工业用低温结晶器常见问题 04-02
- 贵州哪里有低温结晶器大概价格多少 04-02
- 安徽防结垢低温结晶器进货价 04-02
- 智能控制低温结晶器常见问题 04-02
- 河北间歇式低温结晶器进货价 04-02
- 安徽电镀行业低温结晶器要多少钱 04-02
- 广东高效节能低温结晶器代理品牌 04-02
- 湖北含油废水低温结晶器售后服务 04-02