- 品牌
- 华维
- 型号
- 玻璃纤维瓦楞机
技术发展趋势呈现多维度创新特征。在材料改性方面,纳米涂层技术的应用使玻璃纤维瓦楞板的耐候性提升一倍,可在-60℃至200℃的极端环境下长期使用。智能成型技术的突破使同一条瓦楞生产线可在30分钟内完成从平直到双曲面的产品切换,满足小批量定制需求。环保工艺方面,生物基树脂的应用使瓦楞制品的碳足迹降低35%,而溶剂回收系统的完善使VOCs排放量减少90%以上。某行业**企业的示范生产线显示,通过这些技术创新,单位产品的综合能耗已降至2015年的50%。产业协同模式正在发生深刻变革。设备制造商与下游用户的联合研发成为常态,如瓦楞机企业与风电厂商合作开发特用成型设备,使叶片瓦楞结构的生产效率提升40%。跨界合作催生新应用,如建筑设计院与材料企业共同开发的光伏瓦楞一体化组件,实现发电效率18%与建筑防水的完美结合。玻纤瓦楞的成型工艺要求。全自动玻璃纤维瓦楞机生产工艺

在屋面防水保温层的建设中,玻璃纤维纸瓦楞制品与防水、保温材料相结合,能够形成高效的防水保温系统,提高建筑物的能源利用效率,降低能耗。通风管道采用玻璃纤维纸瓦楞材料制作,不仅具有良好的通风性能,还能有效防止管道内的冷凝水产生,延长管道的使用寿命。此外,玻璃纤维纸瓦楞制品的耐腐蚀性能使其在一些恶劣的建筑环境中也能保持稳定的性能,如化工厂、污水处理厂等场所的建筑设施中,玻璃纤维纸瓦楞制品能够发挥其独特的优势,为建筑结构的稳定性和耐久性提供保障。江苏脱硝催化玻璃纤维瓦楞机视频江阴瓦楞机的生产和发展现状。

生产速度是衡量设备效率的重心指标,不同机型的速度范围差异明显。普通建筑用瓦楞板生产线速度可达10-15m/min,而精密环保模块生产线为保证成型质量,速度通常控制在3-5m/min。值得注意的是,速度并非越高越好,需要与材料固化特性相匹配。例如,采用快速固化树脂体系的设备,在保证固化度的前提下可实现高速生产,而厚壁制品则需要较低速度以确保树脂充分浸润和固化。按成型方式分类,可分为辊压成型、缠绕成型和模压成型三大类。辊压成型机通过连续辊压实现线性制品生产,适合大批量标准化产品;缠绕成型机如双曲面瓦楞容器制作装置,通过中心轴旋转带动模具运动,可生产圆柱形、锥形等回转体构件,其大扇形板和小扇形板的数量通常为4-16块,通过伸缩实现自动脱模;模压成型机则适用于复杂形状制品,采用液压系统提供成型压力,单次成型时间较长但制品精度高。
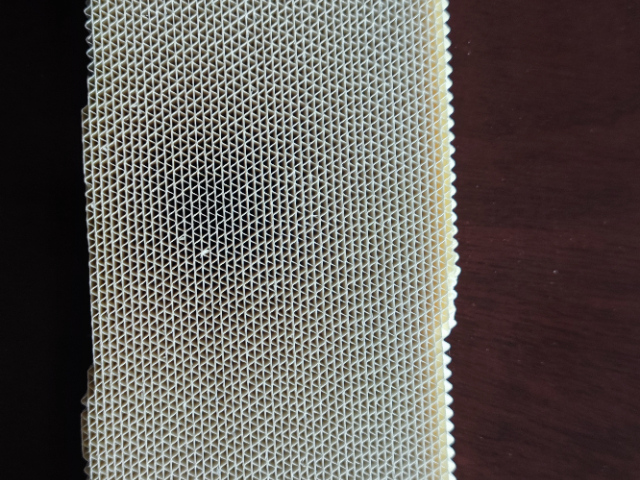
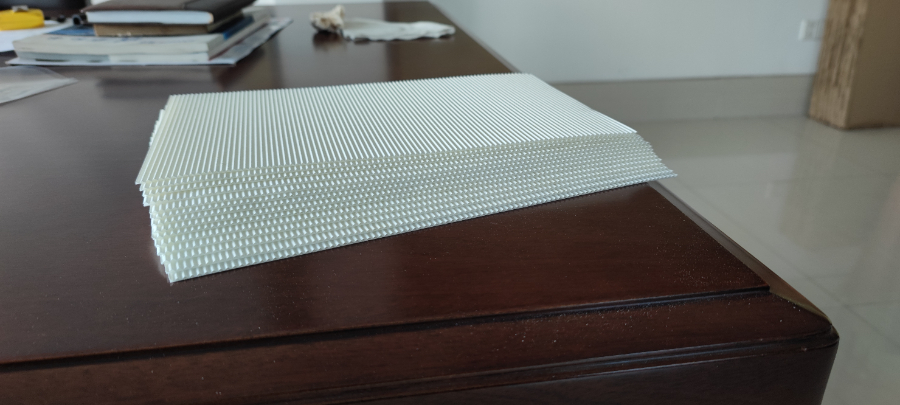
当玻璃纤维纸在送纸机构的引导下顺利进入瓦楞成型部分时,一场神奇的变形之旅就此拉开帷幕。压辊宛如一双强有力的大手,将玻璃纤维纸稳稳地压入瓦楞辊的凹槽之中,在压力的作用下,纸张逐渐被塑造成特定的瓦楞形状。这一过程中,瓦楞辊的楞型、压辊施加的压力大小以及纸张自身的厚度等诸多因素,宛如一把把钥匙,共同决定着较终瓦楞形状的精细度和质量的优劣。不同的楞型,如常见的A楞、B楞、C楞和E楞等,各自具有独特的高度、间距和抗压性能,适用于不同的应用场景和产品需求。单面瓦楞机和玻璃纤维瓦楞机的区别。
建筑建材领域是玻璃纤维瓦楞制品较成熟的应用市场,也是瓦楞机设备的主要需求来源。FRP 采光板作为代表性产品,已广泛应用于工业厂房、体育场馆等建筑的采光顶,其透光率可达 50-90%,且具有良好的抗紫外线性能。产品如巴蜀良匠采用美国杜邦防老化膜的采光板,经实验室模拟 20 年老化测试无黄变,透光率长期稳定在 85% 左右,远优于普通塑料板材。瓦楞结构设计使这类板材的抗风压性能比平板提高 30% 以上,特别适合沿海台风多发地区使用。在建筑幕墙领域,玻璃纤维瓦楞板的轻量化特性(比重只为钢材的 1/4)可明显降低建筑负荷,其优异的成型性又能满足各种异形幕墙的设计需求。转盘片通过特殊胶水或焊接技术层层叠加,构成转轮主体。江阴除湿转轮玻璃纤维瓦楞机工艺
在脱硝过程中,玻璃纤维瓦楞模块作为催化剂载体,能提升催化剂的活性和稳定性。全自动玻璃纤维瓦楞机生产工艺
智能化与数字化转型正在重塑生产模式。智能瓦楞生产线将物联网、大数据等技术深度融合,实现全流程的数字化管控:订单输入后自动生成生产计划,设备根据材料特性自动调整参数,生产过程实时可视化监控,质量数据自动分析归档。这种智能化转型带来了生产效率的全方面提升,设备利用率从 60% 提高到 85%,产品切换时间从 2 小时缩短至 30 分钟。更重要的是,通过设备联网形成的产业互联网平台,使上下游企业能够实现数据共享和协同生产,构建起灵活高效的产业生态系统。全自动玻璃纤维瓦楞机生产工艺
- 催化燃烧玻璃纤维瓦楞机厂家 2026-05-04
- 江阴SCR玻璃纤维瓦楞机工艺 2026-05-04
- 无锡三元催化玻璃纤维瓦楞机公司 2026-05-04
- 无锡催化剂载体玻璃纤维瓦楞机操作流程 2026-05-04
- 无锡玻璃纤维玻璃纤维瓦楞机公司 2026-05-03
- 无锡单面玻璃纤维瓦楞机生产工艺 2026-05-03
- 江苏三元催化玻璃纤维瓦楞机生产厂家 2026-05-03
- 江苏全自动玻璃纤维瓦楞机图片 2026-05-03
- 江苏单面玻璃纤维瓦楞机 2026-05-02
- 江苏陶瓷纤维玻璃纤维瓦楞机工艺 2026-05-02
- 江苏VOCs催化燃烧玻璃纤维瓦楞机操作流程 2026-05-02
- 江阴陶瓷纤维蜂窝模块玻璃纤维瓦楞机生产工艺 2026-05-02