- 品牌
- 华维机械
- 型号
- HF-650型玻纤瓦楞生产线
- 加工定制
- 是
- 类型
- 瓦楞机,纸管机,切纸机,涂布机、烘箱、瓦楞机、瓦楞上胶机、复合机、裁切机、二次裱胶机
- 最大成型高度
- 14*3*2(米)(长*宽*高)
- 电压
- 380V
- 功率
- 80KW
- 重量
- 4500KG
- 适用包装产品
- 除湿行业和废气处理环保行业
- 外形尺寸
- 14*3*2(米)(长*宽*高
- 产地
- 江苏
- 工作面幅宽
- 200-650mm
- 机械速度
- 0-2.5米/分钟,变频调速(实际生产速度视材料、工艺的不同
- 放卷直径
- 100-650mm
- 放卷芯轴
- 3英寸
- 裁切速度
- 5米/分钟
- 裁切长度
- 200-1500mm
- 裁切精度
- ±2mm
- 收卷直径
- 100-650mm
高效的除湿转轮需要在吸附容量、再生效率和使用寿命之间取得比较好平衡。与传统冷凝除湿相比,转轮除湿技术特别适用于低温环境、低**要求及无法排出冷凝水的场合,具有运行稳定、能耗较低且适应范围广等优势。除湿转轮对载体材料有严格的技术要求,主要包括以下几个方面:结构稳定性:载体必须能够在长期运行和高温脱附条件下保持蜂窝状结构的完整性。转轮持续旋转产生的离心力和气流冲击要求材料具有足够的机械强度,避免变形或损坏。吸附性能:载体需要为吸湿剂提供巨大的比表面积,确保空气与吸附剂充分接触。优化的气流通道设计能够减少气流阻力,提高传质效率,这是实现高效除湿的关键因素。模块的可定制性,适应不同规模的脱硫脱硝需求。江阴贵金属催化单面瓦楞机供应商
张力控制系统则如同一位严格的质量监督员,时刻密切关注并精细调节纸张在送纸过程中的张力大小。这是因为纸张张力的稳定性直接关系到其在后续加工过程中的平整度和顺畅性,若张力过大,纸张可能会出现拉伸变形甚至断裂的风险;若张力过小,纸张则容易出现褶皱、松弛等问题,严重影响产品质量。导纸装置则像是一位细心的引导员,负责为纸张规划行进路线,引导其平稳、准确地进入瓦楞成型部分,避免纸张在送纸过程中发生偏移或卡顿,确保整个送纸过程如同行云流水般顺畅。江阴三元催化单面瓦楞机单面瓦楞机的高速传动系统,配合高精度齿轮组,实现每分钟数十米的纸板产出,大幅提升生产效率。

未来,玻璃纤维瓦楞机将朝着智能化、绿色化、柔性化、**化的方向持续发展,通过技术创新实现生产效率、产品质量和环保性能的协同提升。预计到2030年,智能化生产模式将在行业**企业中普及,绿色环保材料的市场渗透率将大幅提升,设备的自动化程度和精度控制水平将接近国际先进水平。面对新的发展机遇和挑战,玻璃纤维瓦楞机企业需聚焦重心技术研发,加强产学研合作,不断提升产品竞争力,为推动我国玻璃纤维复合材料产业的高质量发展提供更强有力的装备支撑。
转轮除湿机的基本原理是利用吸附材料对水蒸气的选择性吸附能力,通过连续不断的吸附-再生循环,实现稳定的除湿效果。其重心结构为一不断转动的蜂窝状转轮,转轮的两侧由密封板将表面分成270度的除湿扇区和90度的再生扇区。当湿空气进入除湿扇区时,水蒸气被转轮中的吸附剂(如硅胶、分子筛等)吸附,干燥后的空气通过送风机送出。随着转轮旋转,已吸附水分的部分转入再生扇区,在那里受到100-130°C的热风加热,吸附的水分被脱附,随再生空气排向室外。这一过程连续不断,从而实现了稳定的除湿效果。耐高温性能确保玻璃纤维瓦楞模块在恶劣环境下稳定运行。
原纸放卷与张力控制卷状的瓦楞芯纸安装在放卷架上,通过放卷机构被平稳释放。同时,张力控制系统(如磁粉制动器或气动装置)会施加适当的阻力,使原纸在输送过程中保持稳定的张力——既避免张力过小导致纸张松弛、褶皱,也防止张力过大造成纸张拉伸变形或断裂,确保原纸以平整状态进入下一工序。2.预热处理释放后的原纸首先经过预热装置(通常是内部通有蒸汽或热油的预热辊)。预热的作用是:去除原纸中多余的水分,使纸张湿度达到适合瓦楞成型的范围(一般控制在特定区间,避免过干脆化或过湿难以定型);通过加热使纸张纤维软化,增强可塑性,为后续压楞时的弯曲变形提供条件,减少因硬脆导致的破裂风险。
通过优化模块结构,进一步提高了废气处理的精度与速度。江苏RTO废气处理单面瓦楞机
玻璃纤维模块的广泛应用,推动了废气处理技术的革新与发展。江阴贵金属催化单面瓦楞机供应商
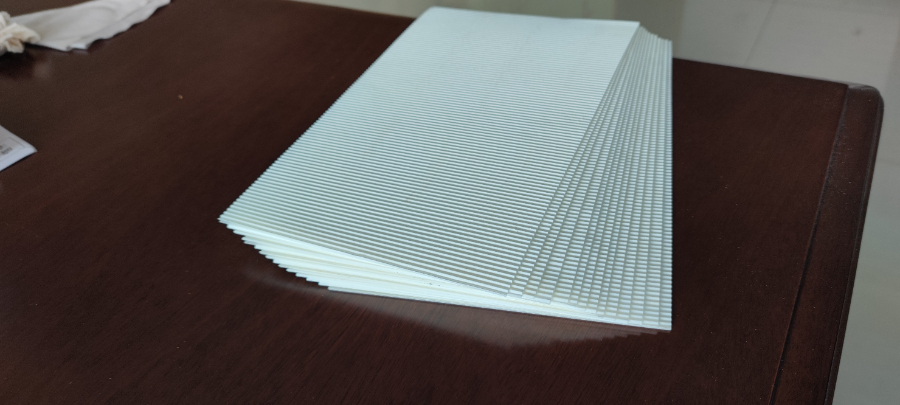
玻璃纤维瓦楞机的工作流程可分为原材料准备、基材输送与浸胶、瓦楞成型、固化定型、精细切割、成品收集六个重心环节,各环节紧密衔接,实现连续化生产:1. 原材料准备:根据产品性能要求,选择合适规格的玻璃纤维基材(如玻璃纤维布、玻璃纤维纸)和粘结材料(树脂胶料),并对基材进行预处理(如切割、干燥),确保基材质量符合生产要求。2. 基材输送与浸胶:放卷机构将玻璃纤维基材匀速输送至浸胶系统,基材经过胶槽充分浸润树脂胶料后,通过涂胶辊和刮胶装置调节胶层厚度,确保胶料均匀覆盖基材表面。动态张力控制系统在此环节持续工作,保证基材输送过程中的张力稳定,避免出现拉伸或起皱现象。3. 瓦楞成型:浸胶后的基材进入成型装置,通过辊压、缠绕或模压等方式加工成预设的瓦楞波形。以辊压成型为例,基材在一对带有互补波形的辊筒之间通过,在压力作用下形成瓦楞结构;缠绕成型则通过中心轴旋转带动模具运动,配合扇形板的伸缩动作,实现双曲面瓦楞结构的连续缠绕。江阴贵金属催化单面瓦楞机供应商
- 无锡板式催化单面瓦楞机图片 2026-04-30
- 江苏有机废气处理单面瓦楞机公司 2026-04-30
- 玻璃纤维单面瓦楞机视频 2026-04-30
- 无锡陶瓷纤维单面瓦楞机操作流程 2026-04-30
- 无锡三元催化单面瓦楞机生产厂家 2026-04-29
- 陶瓷纤维蜂窝模块单面瓦楞机设备 2026-04-29
- 江阴玻璃纤维蜂窝模块单面瓦楞机 2026-04-29
- 无锡VOCs催化燃烧单面瓦楞机 2026-04-28
- 江苏三元催化单面瓦楞机生产厂家 2026-04-28
- 江苏分子筛单面瓦楞机哪家好 2026-04-28
- 江苏玻璃纤维模块单面瓦楞机 2026-04-28
- SCR单面瓦楞机工艺 2026-04-28