- 品牌
- 江苏领嘉科技
- 型号
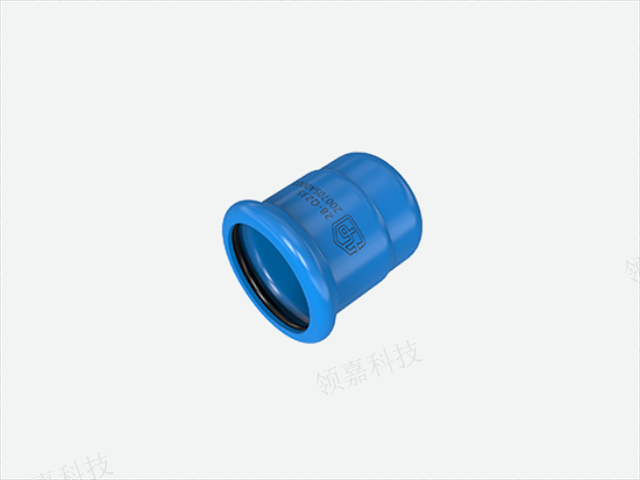
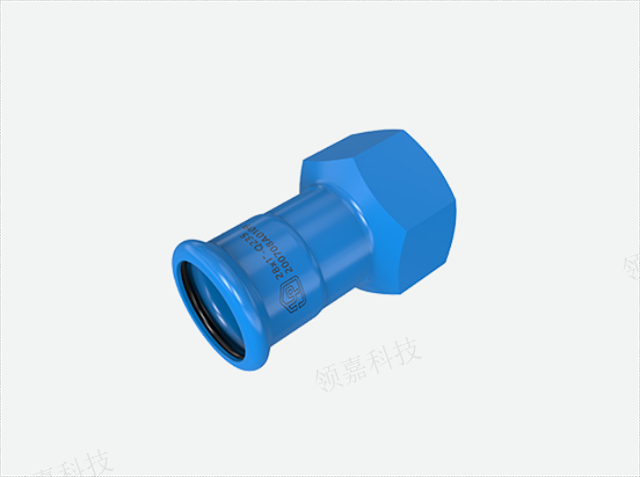
- 卡压式管道
- 加工定制
- 否
- 进风方式
- 全进风
- 气灶结构
- 嵌入式
卡压式管件和管材,由于存在着精度上配合要求,为保护管件和管材在标准的公差带范围内,企业需要在管件、管材配套生产上形成体系。否则精度不能保护,影响压接质量。管件材料的选择非常重要。冷轧钢带的化学成分的含量和分布的均匀度、厚度和宽度尺寸存在精度上差异,将影响加工质量,由于大厂和小厂在治炼技术存在质量优良低,从而造成管材加工成型后品相差异。优良碳钢管材不能选用小厂生产的回炉料,建议选择大厂冷轧碳钢钢带。卡压式管道适用于各种管道系统,如给水、排水、暖通等。泉州专业卡压式管道

卡压管件不能用普通的砂轮片切割。需要使用特殊的碳钢砂轮片或等离子切割。焊缝内部必须充满氩气,以便在管道焊接过程中提供保护。弧起始,弧闭合和弧起始使用重新焊接方法,并且必须在弧坑中填充弧坑。弧线启动必须在凹槽中完成。禁止使用管道和管件进行起弧和起弧。如果在电弧的开始和结束时发现了诸如气孔或裂纹之类的缺陷,则应及时进行清理。卡压式管件和碳钢管,管接头和非碳钢材质管道,管接头,底焊,氩弧焊之前的焊接对接接头要求在管子和腔体中填充氩气保护剂。多层焊接电弧的起点和终点必须彼此交错。碳钢压力接头连续焊接时,各层之间的温度不超过60°C。管道焊接接头处的焊缝在焊接后必须进行酸洗和钝化处理。管道配件的水压测试对水温和水质有相对要求,水温必须至少为5摄氏度。水中的lv离子含量应超过25Pmm。以上是江苏领嘉介绍的碳钢压缩配件的正确方法。用户可以在不遵循编辑器说明的情况下安装它,但是将来会使用正确安装的配件来正确安装。这非常方便,因此在安装时需要小心。济宁装配式卡压式管道公司卡压式管道的连接方式保证了系统的密封性,防止泄漏发生。

由于具有良好的物理和耐腐蚀性能,碳钢板可制成薄壁管以控制成本。因此,很多厂家都在推动薄壁碳钢管系统软件在各个制造行业的应用。薄壁碳钢管,因其壁厚较小,不再采用螺栓连接方式。卡压管件具有抗冲击稳定、安装快捷、耐腐蚀、无环境流体力学污染等优点,是薄壁碳钢管的理想连接件。卡压管件在直饮水系统的应用,可以保证供水的可信度,提高供水的可信度,增加管道的使用寿命,保障自来水家庭的身心健康,提高居民的生活质量。碳钢板压管件通常是由厚壁碳钢板直缝焊管按照金属表面处理、冷塑性变形、电焊等加工工艺成型而成。
一、卡压式碳钢管件怎么安装4、承插划线在安装前,将去完毛刺的碳钢管材与管件承插口需要进行对比并画定位线,以保证数据插入一个长度选择恰当,然后通过插入相关检查工作完毕的管件中,将管材承插到底,查验是不是承插到位。5、插入碳钢管将管道垂直插入压接接头中,注意管道插入时的角度,不要倾斜,以免O形圈被切断或脱落,造成漏水。6、卡压工作将管件的凸起部分放入夹紧工具钳口的凹槽内,工具钳口应与管子轴线垂直。7、靠后检查卡压结束后,用测量仪具对卡压连接方式是不是一个完好情况进行分析检验,不可以没有出现卡压不到位问题或是其他管材卡压严重凹陷等现象,要管件端口和管材贴合密实。卡压式管道连接件的连接强度高,不易松动。

卡压操作,卡钳钳口必须与管子管件轴线成垂直放置,并将管件凸环置于钳口凹槽内,为了安全防范操作,操作人员只能站在管子的轴线上,无法站在钳头左右两侧。注:1)手动卡压工具,钳口为上、下两个固定模块,其压力设置为输出50MPA,检测标准为观察上、下钳口合缝,一至二次加压即可;2)大型电动卡压刀是用220V电源电机带动油缸卡压,连接油管与快速接头不得沾污,不然污物进入油路系统,影响工具正常使用,连接主机及液压缸,先打开电源再旋紧卸压阀,等待仪表升至45MPA左右,或主机自动跳压,再打开卸压阀,然后关闭电源,待卸压完毕后将钳头拆下。五、检查,每一次卡压结束都要检查卡压成型效果,不能有卡压不到位或管卡压严重凹陷。管端与管目视检查紧密贴合,DN25以上管件拉制成形菱形边小径比管外径稍小0.1-2MM,管径的差值越大。卡压式管道具有安装简便、拆卸方便的特点。黄山卡压式管道供应商
卡压式管道安装时无需焊接,降低了安装难度和安全隐患。泉州专业卡压式管道
管材和管件材料通常采用不锈钢或高质量塑料,无毒无味,符合环保要求。连接过程中无需使用焊接材料或其他化学物质,减少了对环境的污染。流量压力损失小:卡压式管件内径与管材内径相同,连接部位管材变形小,使得流体在管道中可以顺畅流动,降低了流量压力损失。系统兼容性强:卡压式管件规格品种齐全,可以与各种阀门、水嘴、水表、水泵等配用,并能与既有的各种管道系统实现连接,方便系统的扩展和维护。免维护、免更新:在建筑物的使用寿命内,卡压式不锈钢管件几乎不需要进行维护和更新,降低了管道系统的维护成本。泉州专业卡压式管道

碳钢卡压管件采用新型连接方式,压接,使用压紧工具对需要连接的零件进行一次压塑成型,防止出现松脱滴漏现象。这种连接方式连接强度高,抗震性能好,结构方便,防止现场焊接。用工具20秒左右即可完成。节省时间、精力和成本。碳钢卡压管件的安装操作介绍:1.配管下料:测量管道尺寸,用电动机械切割管道或使用手动切割管道,禁用无齿落料。2.去毛刺:用工具将喷嘴末端去毛刺,或用锉刀、刮刀或其他工具去除。3.检查碳钢管的密封圈。检查密封环是否正确对齐并安装在凹槽中。4.管子插入:管子插入管件承口的深度与标记标记相匹配,调整量在3mm以内。检查管道的插入深度,不要损坏内部。管道密封圈。5.卡压作业:请使用工具进行压缩...
- 卡压式管道供应商 2024-12-18
- 苏州卡压式管道连接 2024-12-18
- 绍兴卡压式管道连接 2024-12-18
- 连云港卡压式管道施工 2024-12-18
- 安阳卡压式管道厂家 2024-12-18
- 北京碳钢卡压式管道供应商 2024-12-18
- 合肥碳钢卡压式管道供应商 2024-12-18
- 南通碳钢卡压式管道厂家供应 2024-12-18
- 合肥卡压式管道供应商 2024-12-17
- 杭州卡压式管道品牌 2024-12-17




- 镇江卡压式管道安装 2024-12-17
- 周口装配式卡压式管道供应商 2024-12-16
- 滁州卡压式管道安装 2024-12-16
- 宿州专业卡压式管道 2024-12-16
- 宿迁专业卡压式管道供应商 2024-12-16
- 开封装配式卡压式管道厂家供应 2024-12-16




- 镇江碳钢工业管哪家便宜 12-26
- 泰州卡压式燃气管电话 12-26
- 舟山卡压式碳钢工业管批发价 12-26
- 黄山氮气工业管批发厂家 12-26
- 盐城卡压式工业管电话 12-26
- 枣庄碳钢燃气管有哪些 12-26
- 南京节能工业管价钱 12-26
- 湖州碳钢燃气管电话 12-26
- 苏州碳钢工业管销售厂家 12-26
- 丽水碳钢燃气管批发厂家 12-26