焊接件加工制作:公司提供各类弯管钣金件焊接件及设备制作,并提供设计,欢迎客户来图咨询。公司秉承“精益求精、质量至上”的追求理念,经过数年的生产实践,我们已对管材加工技术积累了丰富的经验,并不断创新,不断提升。公司目前年产各类管件产品能力达到30万套以上,并且能做到在较短的时间内按照客户要求,生产出符合标准和质量的产品。由于我们重视品质,追求信誉,目前公司产品已销至美国、澳洲、丹麦等欧洲等,并正在不断拓展,拓宽产品销售链,我们的产品获得了客户一致肯定和好评。苏州智久金属制品有限公司愿与社会各界朋友携手并进,共同发展,愿以我们有限的智慧,无限的激情为各界朋友创造财富,为社会和谐发展作出贡献,为智久人营造美好生活。户外健身器材,汽摩配件,挖掘机,泵车等部件。本地60x60X2方管拉弯加工生产供应

适用于多种零件和工艺。通用电镀挂具的形式和结构,应根据镀件的几何形状、镀层的技术要求、工艺方法和设备的大小来决定。比如,片状镀件在上下道工序之间会随镀液的阻力而漂落,在选用挂具时要将镀件夹紧或用铜丝扎紧。若镀件较重而有孔时,可选用钩状的挂具。使用要求如下:(1)手工操作使用的挂具。装载重量一般为1~3kg。(2)吊钩应有足够的导电面积,其型式应使导电良好。挂具吊钩应经常清洗。(3)使用时,应注意轻装轻放,尽量不要损坏绝缘层。否则会造成挂具与工件抢电,致使工件出现局部镀不上或粗糙等现象,影响镀层质量。(4)挂具使用后,要清洗干净,集中妥善存放备用。(5)使用一段时间后的挂具,要及时处理,退除挂具上的镀层,以保证导电良好。挂具绝缘层出现裂纹,要及时修复或重新绝缘处理。本地60x60X2方管拉弯加工生产供应上海弯圆厂,弯管加工,上海拉弯加工,上海弯圆加工。
基本上都是根据管道的材料、压力、受力方向等因素进行确定,而且它的加热温度范围基本上都会根据管道的材质确定,只要不超过或者低于一定的范围,基本上管道的弯制工作比较理想。弯管的环刚度实际上是指抗外部压力指标。压力管道的承受的负载有内部压力和外部的压力。通常内部压力产生的应力是造成管材破坏的主要因素,破坏的形式是管壁内的拉应力造成的变形过大和破裂。设计时一般先按承受内压负载进行设计计算,选择材料和结构数据,如壁厚,再考虑外压负载进行设计验算,必要时修改结构数据。弯管的环刚度实际上不是一直不变的,同样压力的管道。
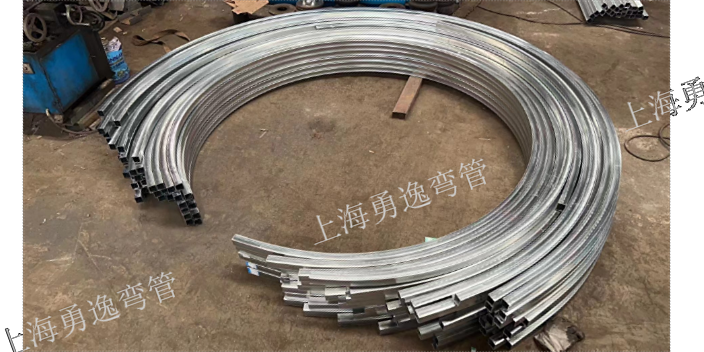
弯管加工的方法很多。按弯曲成形方式可以分为滚弯、压弯、推弯和绕弯;按弯曲时是否使用模具可以分为有模弯和无模弯;按弯曲时有无芯棒可以分为有芯弯和无芯弯;按弯曲时是否加热可以分为冷弯和热弯。近年来还出现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。芯棒式热推弯管是在推制机上,在轴向推力下通过牛角芯棒,边加热边推制,使管坯产生周向扩张和轴向弯曲变形,从而将较小直径的管坯推制成较大直径的弯头。滚弯是用三个辊轮对管材进行弯曲加工的方法。不过,滚弯对弯曲半径有一定的要求,*适用于曲率半径较大的厚壁管件,对于小半径弯曲显得无能为力。滚弯方法及工作原理与板材滚弯基本相同,只是管材滚弯所用的辊轮具有与管坯横截面形状相吻合的工作表面。弯曲时只需改变主、从辊轮间的间隔,就可以实现各种曲率半径的弯曲。其中辊轮为主动轮,其余两个为从动轮。这种方法尤其适合弯制环形或螺旋线形管件。各种产品供应商,目前可加工型材截面Φ3mm-Φ1500mm。

是冷凝水溢出所致,疏通冷凝水管的办法,通常是准备一根4-5米长的塑料管,一头**冷凝水排放管,一头接在卫生间水龙头上(可以制作一个小接头,靠螺纹拧在水龙头上),利用水的压力,将管道疏通,或用二氧化碳气瓶吹扫.综上所述,风机盘管冷凝水管堵塞的现象是经常的,这主要是客房风机盘管内有水存在,再加上温度适宜,易有藻类繁殖增长,产生胶状滑溜的极浓的残质,将冷凝水管堵住.国外常在客房风机盘管的集水盘里放置灭藻***,以减少其危害.自动合闸:将消防排烟风机控制柜的柜面上的***按钮SA的手柄打"自动"状态,SA(1-2)接通,当消防控制中心主机接收到火警信号,发出启动消防排烟风机信号,中间继电器KA2动作,KA2闭合,同时KM、KA3启动,消防排烟风机启动,HL5指示灯亮,交流接触器KM启动。上海,加工,弯管产品分布于造船、汽车、摩托车、锅炉、石油化工。铝制60x60X2方管拉弯加工哪个品牌性能好
上海奉贤弯管厂哪家加工质量好。本地60x60X2方管拉弯加工生产供应
弯管基本上都是经过加工制成的,而且它基本上都是用高温加热变形变弯的,很多材料一旦预热会变形,而该管道的加工弯制也正是使用这个原理。它的加热温度需要在一定的范围之内,在弯制的时候应该尽快确定加热温度,在确定之前一定要掌握温度确定原则。弯管的材质在奥氏体化温度以上,推制时弯头内壁主压应力小于材料在此温度下的屈服极限。材质奥氏体化温度越高,加热温度越高;材质高温屈服极限越高。确定始锻温度时,应保证弯管在加热过程中不产生过烧现象,同时也要尽力避免发生过热。弯管加热温度尽可能不超过1050℃。本地60x60X2方管拉弯加工生产供应






