纯弯曲时,管子在外力距M功效下那里边性层外侧臂壁受拉应力功效而减薄,内侧受压应力。功效剖明,弯后1150℃固溶措置工艺会导致奥氏体晶粒粗年夜以及晶粒度的极端不平均。针对淬透深度不足的现象上海迪艺弯管采用两种解决方法:一是采用冷却剂方法,目前常见的是冷却水中添加一定量的盐(质量分数5%-10%)。U型弯管在化肥高压管道上应用也很多,在热管上有时为满足柔性要求也需要大R弯管。由于弯管时受力情况非常复杂,,计算时需作假设和简化,且材料性质和实际工况难以预计,。当用中频弯管机进行弯管,弯头的弯曲半径只需不小于管子公称直径的。检查各变送器(含差压、压力及温度变送器)的配管、安装及接线是否正确。压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不高于。武汉弯管厂加工异型弯管欢迎来电。闵行弯管厂承接幕墙铝型材弯弧加工

承插焊法兰密封面形式:突面(RF)、凹凸面(MFM)、榫槽面(TG)、环连接面(RJ)材质:碳钢(CarbonSteel):ASTMA105,20#、Q235、16Mn、ASTMA350LF1,LF2CL1/CL2,LF3CL1/CL2、ASTMA694F42,F46,F48,F50,F52,F56,F60,F65,F70;合金钢(AlloySteel):ASTMA182F1、F5a、F9、F11、F12、F22、F91、A182F12、A182F11、16MnR、Cr5Mo、12Cr1MoV、15CrMo、12Cr2Mo1、A335P22、Ⅲ、35CrMoV、45CrMo等制造标准:ANSI、GB/—GB/。铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔.裂纹.夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);南汇弯管厂承接铝型材拉弯加工厂家弯管加工:对φ1.6---76之间的不锈钢管、铜管、铝管、钢管等.

锻造工艺过程一般由以下工序组成,即选取质量钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
是冷凝水溢出所致,疏通冷凝水管的办法,通常是准备一根4-5米长的塑料管,一头**冷凝水排放管,一头接在卫生间水龙头上(可以制作一个小接头,靠螺纹拧在水龙头上),利用水的压力,将管道疏通,或用二氧化碳气瓶吹扫.综上所述,风机盘管冷凝水管堵塞的现象是经常的,这主要是客房风机盘管内有水存在,再加上温度适宜,易有藻类繁殖增长,产生胶状滑溜的极浓的残质,将冷凝水管堵住.国外常在客房风机盘管的集水盘里放置灭藻***,以减少其危害.自动合闸:将消防排烟风机控制柜的柜面上的***按钮SA的手柄打"自动"状态,SA(1-2)接通,当消防控制中心主机接收到火警信号,发出启动消防排烟风机信号,中间继电器KA2动作,KA2闭合,同时KM、KA3启动,消防排烟风机启动,HL5指示灯亮,交流接触器KM启动。武汉拉弯厂销售承接金属艺术加工。
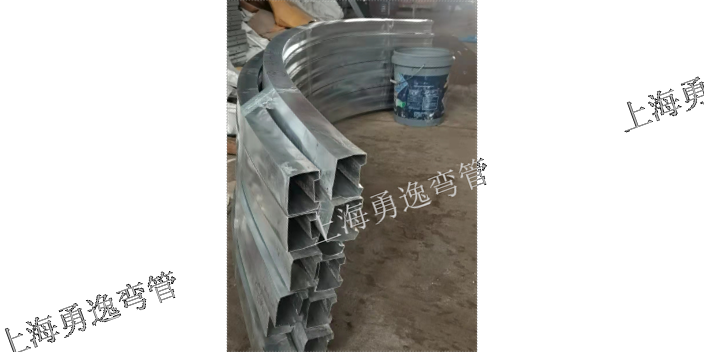
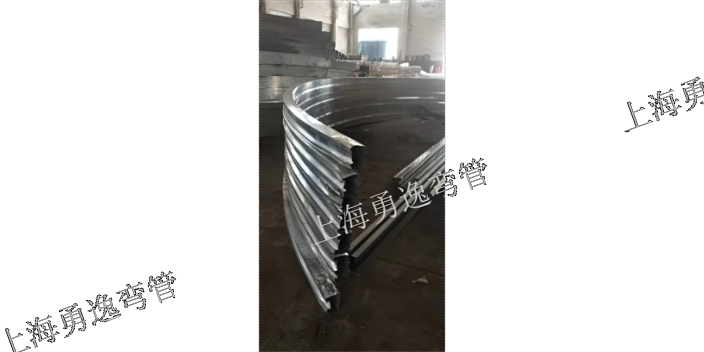
公司位于中国·上海,主营弯管加工,拉弯加工,弯圆加工,机械零件加工,专业各种型材上海拉弯弯曲,上海弯圆,上海弯管弯弧,等剪板折边来料弯管加工及订单加工,各种产品供应商,目前可加工型材截面Φ6mm-Φ1500mm,拥有液压拉弯机、液压顶弯机、液压弯管机、带芯棒式数控弯管机、管端成型机、三辊型材卷弯机、七辊型材卷弯机、金属管材圆锯机,具备业内加工面一齐整的多种弯圆设备,弯管产品全分布于造船、汽车、摩托车、锅炉、石油化工、家具、机械制造、装潢、金属结构、幕墙装饰等行业。管桁架,是指用圆杆件在端部相互连接而组成的格子式结构。桁件使桁架结构用料经济、结构自重轻,易于构成各种外形以适应不同的用途,譬如可以做成简支桁架、拱、框架及塔架等。近年来,随着我国钢铁产量的不断增长,管桁架在被越来越全的使上海浦东弯管厂哪家加工质量好。闵行弯管厂承接幕墙铝型材弯弧加工
上海浦东弯圆厂联系电话。闵行弯管厂承接幕墙铝型材弯弧加工
标准号中文标题GB150-1998《钢制压力容器》JB/T4745-2002《钛制焊接容器》JB/T4756-2004《镍及镍合金制压力容器》GB150-1998《钢制压力容器》规格:50-10000升直径:Φ500-Φ2600mmGB151-1999《管壳式换热器》JB/T4745-2002《钛制焊接容器》JB/T4756-2004《镍及镍合金制压力容器》钛在高温下易于与空气中的O、H、N等元素及包埋料中的Si、Al、Mg等元素发生反应,在铸件表面形成表面污染层,使其优良的理化性能变差,硬度增加、塑性、弹性降低,脆性增加。钛的密度小,故钛液流动时惯性小,熔钛流动性差致使铸流率低。铸造温度与铸型温差(300℃)较大,冷却快,铸造在保护性气氛中进行,钛铸件表面和内部难免有气孔等缺点出现,对铸件的质量影响很大。因此,钛铸件的表面处理与其它牙用合金相比显得更为重要,由于钛的独特的理化性能,如导热系数小、表面硬度、及弹性模量低,粘性大,电导率低、易氧化等,这对钛的表面处理带来了很大的难度,采用常规的表面处理方法很难达到理想的效果。必须采用特殊的加工方法和操作手段。铸件的后期表面处理不仅是为了得到平滑光亮的表面,减少食物及菌斑等的积聚和粘附,维持患者的正常的口腔微生态的平衡,同时也增加了义齿的美感。 闵行弯管厂承接幕墙铝型材弯弧加工