创阔能源科技真空扩散焊主要应用扩散焊主要用于焊接熔焊、钎焊难以满足质量要求的小型、精密、复杂的焊件。近年来,扩散焊在原子能、航天导弹等技术领域中解决了各种特殊材料的焊接问题。例如在先进飞机的机翼、舱门、机身隔框、发动机转子叶片、导向叶片、涡轮盘、喷管整流罩、风扇叶片等重要部件的连接;火箭发动机的推力室、尾喷管;航天飞机层板式喷注器,空天飞机的蜂窝壁板等关键部件。扩散焊在机械制造工业中也应用广大,例如将硬质合金(或碳化物)刀片镶嵌到重型刀具上等。创阔科技一站式提供加工换热器,真空扩散焊接等。光阑真空扩散焊接技术指导

创阔能源科技真空扩散焊是在金属不熔化的情况下,形成焊接接头,这就必须使两待焊表面接触距离达到1μm以内,这样原子间的引力才起作用并形成金属键,获得一定强度的接头。影响焊缝成形和工艺性能的参数主要有:焊接温度、压力、时间和保护气体的种类。在其他参数固定时,采用较高压力能产生较好的接头。压力上限取决于焊件总体变形量的限度、设备吨位等。对于异种金属扩散焊,采用较大的压力对减少或防止扩散孔洞有作用。除热静压扩散焊外通常扩散焊压力在0.5~50MPa之间选择。扩散时间是指焊件在焊接温度下保持的时间。在该焊接时间内必须保证扩散过程全部完成,以达到所需的强度。扩散时间过短,则接头强度达不到稳定的、与母材相等的强度。但过高的高温高压持续时间,对接头质量不起任何进一步提高的作用,采用某种焊接参数时,焊接时间有数分钟即足够。焊接保护气体纯度、流量、压力或真空度、漏气率均会影响扩散焊接头质量。常用保护气体是氩气,对有些材料也可用高纯氮气、氢气或氦气。山西创阔科技真空扩散焊接创阔科技制作真空扩散焊,也可以根据需要设计制作。

创阔能源科技对于金属非金属材料接合技术对许多行业的发展至关重要,尤其是那些要求苛刻和使用先进材料的行业,包括航空、汽车、造船、石油、石化和加工工艺。接合应用的严格要求使真空扩散焊接接合得到越来越多的关注,这种方法被应用于形状复杂的薄型金属部件的生产,或者不同种金属的结合使用,真空扩散接合产生的连接能够满足关键的结构对于强度、韧性、密封性和耐热耐蚀性能的要求。由于工艺是在真空条件下进行的,即使是活泼金属,真空扩散接合部位的杂质含量也非常低。因此,创阔科技在真空扩散接合应用于复杂的钛合金部件的制造中发挥着重要的作用。真空扩散焊接对先进工程部件来说是一种极具吸引力的接合技术,尤其是在传统熔焊工艺会使热影响区的材料性能降低的情况下。这种技术对于不同金属的接合具有特殊的优点,避免了熔焊工艺冷却时容易在熔池中生成的脆性金属间化合物相。
“创阔金属科技”针对真空扩散焊接分别逐个解释一下。真空:焊接时处于真空环境,其目的一般是为了防氧化。扩散:对几个待焊件,高压力让原子间距离变小,再加高温,让原子活跃,原子互相扩散到另一个待焊件里去。焊接:让几个待焊件牢固地结合。双金属真空扩散焊,其早期是用于前苏联的军上。苏联解体后,俄罗斯,乌克兰继承了这个技术。我国的军单位、军类的研发部门也因此拥有这个技术。双金属真空扩散焊的生产方式成本较高,主要原因是生产效率较低,一般都是一炉一炉在生产,一炉的生产时间长(金属加温到焊接温度得十来个小时)。真空扩散焊的技术参数也比较多(气温,湿度,加热温度,各阶段的加热保温时间,压力,加热方式,工件位置,工件变形参数。对整个技术团队的要求高。一个环节没把握好,就会报废。按炉的较低的生产模式,高技术要求,成本就必定高了。但双金属真空扩散焊的产品,有其独到的高性能高质量优势:结合强度高,产品密度提高。因此,航空航天、军一直在采用这个技术。但因为生产成本高,生产效率不高,加温加压工装设备、真空设备等等投入大,因此民用产品采用这个工艺就少,但随着科技的进步,民品也在更新迭代需要这方面的技术来替代了。扩散焊接设计加工创阔能源科技。

创阔能源科技掌握真空扩散焊接技术多年,真空扩散焊接,是一种通过界面原子扩散而在两个不同部件之间形成连接的工艺。热流道板在熔体传送过程中,熔体压力降应尽可能小,并不允许有材料降解。熔体到各喷嘴的流程应尽量一致。为节省加热功率,其体积以小为宜,但过小则热容量太小,温度不易稳定。热流道板应采用厚板整体加工方式。与熔体接触的流道表面,钻孔后需用铰刀铰后再抛光。流道的端点不允许有盲孔,转角的形状应与流道平滑过渡。热流道板应该选用比热小,热传导率高的材料制作。一般用钢材制造热流道板,用铍铜或铜制造喷嘴,以使其保持均匀的温度。近年来,推荐采用内壁经过精加工的,质量高的不锈钢管制作大型制品模具的热流道,其周围用铸铜固定。在支承部位采用强力度接触面积小的支承垫或在热流道板与定模板间采用空气隙隔热。创阔能源科技制作真空扩散焊的优良特性,我们需要精确设计。山西创阔科技真空扩散焊接
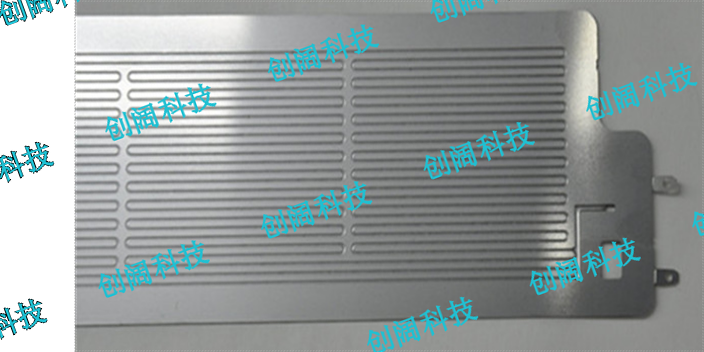
质量高的产品和易氧化材料的真空扩散焊接,请联系创阔能源科技。光阑真空扩散焊接技术指导
真空扩散焊是指在真空环境下,将紧密贴合的构件在一定温度与压力下保持一段时间,使接触面之间的原子相互扩散形成连接的焊接方法,扩散焊虽然是一种有着悠久历史的焊接工艺,但直到近几年才得到迅速发展。该工艺的焊缝肉眼不可见,不用添加钎料,也不需要熔化材料。即使在高倍放大的条件下,也很难观察到晶相过渡。扩散焊接的零件特性也具有强度更高、耐腐蚀性比较好、无交叉污染等相应的独特性,包括能源工程、半导体、工具和航空航天领域在内的许多新应用都因其诸多优点开始使用这一特殊工艺。光阑真空扩散焊接技术指导
苏州创阔金属科技有限公司位于昆山市周市镇春晖路688号,拥有一支专业的技术团队。在创阔金属科技近多年发展历史,公司旗下现有品牌创阔等。公司坚持以客户为中心、许可项目:货物进出口;技术进出口(依法须经批准的项目,经相关部门批准后方可开展经营活动,具体经营项目以审批结果为准 一般项目:技术服务、技术开发 技术 咨询、技术交流、技术转让、技术推广;金属制品销售;工程和技术研究和试验发展;新兴能源技术研发;金属切割及焊接设备制造;工业自动控制系统装置制造;模具制造;机械零件、零部件加工;通用设备制造(不含特种设备制造);电子元器件与机电组件设备制造;五金产品制造;机械零件、零部件销售(除依法须经批准的项目外凭营业执照依法自主开展经营活动)市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。创阔金属科技始终以质量为发展,把顾客的满意作为公司发展的动力,致力于为顾客带来***的真空扩散焊接加工,再生塑料颗粒过滤网,狭缝掩膜板微孔板设计加工,微通道换热器设计加工。