创阔能源科技扩散焊是一种2113固态连接方法,5261是在一定温度和压力下,使待焊表面4102发生微小的塑性变1653形实现大面积的紧密接触,并经一定时间的保温,通过接触面间原子的互扩散及界面迁移从而实现零件的冶金结合。扩散焊大致可分为三个阶段:第一阶段为初始塑性变形阶段。在高温和压力下,粗糙表面的微观凸起首先接触,并发生塑性变形,实际接触面积增加,并伴随表面附着层和氧化膜的破碎,使界面实现紧密接触,形成大量金属键,为原子的扩散提供条件。第二阶段为界面原子的互扩散和迁移。在连接温度下,原子处于较高的活跃状态,待焊表面变形形成的大量空位、位错和晶格畸变等缺陷,使得原子扩散系数增加。此外,此阶段还伴随着再结晶的发生,以实现更加牢固的冶金结合和界面孔洞的收缩及消失。第三阶段为界面及孔洞的消失。该阶段原子继续扩散,终使原始界面和孔洞完全消失,达到良好的冶金结合。高效真空扩散焊接设计加工创阔能源科技。创阔金属真空扩散焊接设计

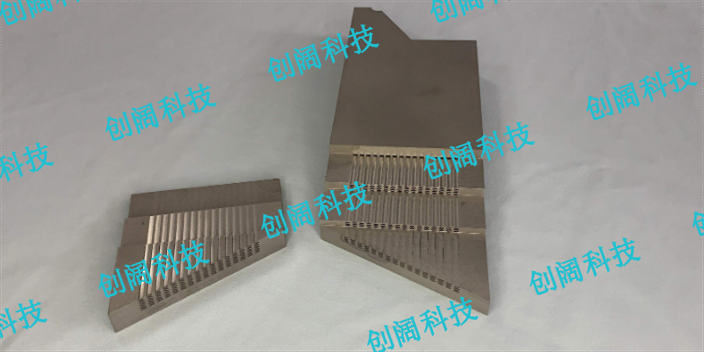
创阔能源科技专业从事真空扩散焊接与精密化学刻蚀、机械加工类产品,设计与加工。提供精密狭缝片加工设计一条龙服务,是精密狭缝片精密加工的者,服务众光谱仪厂家。铜均温板创阔金属五金是一家专业提供精密工艺加工铜均温板的企业,我们专业通过精密工艺进行铜均温板精密,具有铜均温板加工精度高,不氧化,批量化生产的特点,是铜均温板设计制造的优先企业。铜导热板铜导热板具有导热效率高,散热均匀的特点电子,电脑等发热量大的设备中。镀膜治具本镀膜治具涉及技术领域,尤其涉及一种可实现批量掩膜板镀膜的治具,旨在解决现有技术中的不锈钢镀膜治具结构单一,不可拆卸,不能应对种镀膜材料的镀膜需求的问题,孔精密加工网孔精密加工我们专注研发精密狭缝片,掩膜板,栅网,充电针,精密弹簧片,流道板,散热板网等产品,主要用于电子,家电,五金,汽车,医疗等行业,具有应用范围广的特点。宿迁不锈钢真空扩散焊接真空扩散焊接加工,氢气换热器,设计加工咨询创阔科技。

创阔能源科技采用真空扩散焊接技术制作掩膜版,掩膜版的种类有两大类:透明基板1、透明玻璃 。石英玻璃(Quartz Glass)苏打玻璃(Soda-lime Glass)低膨胀玻璃(Low Expansion Glass)2、透明树脂遮光膜(1)硬质遮光膜:铬膜氧化铁硅化钼硅。(2)乳胶。它的制作方法,溅镀法(Sputtering):(1)上平行板:装载溅镀金属的靶材;下平行板:作为溅镀对象的玻璃基板。(2)将氩气(Ar 2 )通入反应舱中形成等离子体;氩离子(Ar + )在电场中被加速后冲撞靶材;受冲击的靶材原子会沉积在玻璃基板上从而形成薄膜。
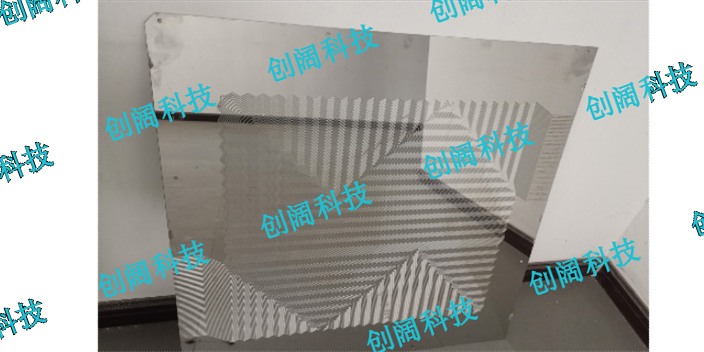
创阔能源科技的微通道换热器再以平板式换热器为例。现阶段,平板式换热器制造工艺以钎焊和扩散焊两种工艺路线为主。微电子等领域应用微电子领域遵循摩尔定律飞速发展,伴随晶体管集成度的不断提高,高速电子器件的热密度已达5~10MW/m2,散热已经成为其发展的主要“瓶颈”,微通道换热器取代传统换热装置已成必然趋势。因此在嵌入式技术及高性能运算依赖程度较高的航空航天、化学工程等诸多领域,微通道换热器将有具广阔的应用前景。空调及热水器应用随着微通道换热技术的逐渐成熟,汽车空调行业和家用空调行业(如美的)已经开始生产相关产品。而可喜的是,当下炙手可热的空气能热水器行业也已经开始进军微通道领域。2012年,被誉为“空气能创造者”的广东同益电器有限公司研发出微循环热泵机组。宣告了“微通道”技术成功应用到空气能行业,标志着空气能热水器行业进入“微通道”时代。模具异形水路加工扩散焊接制作。

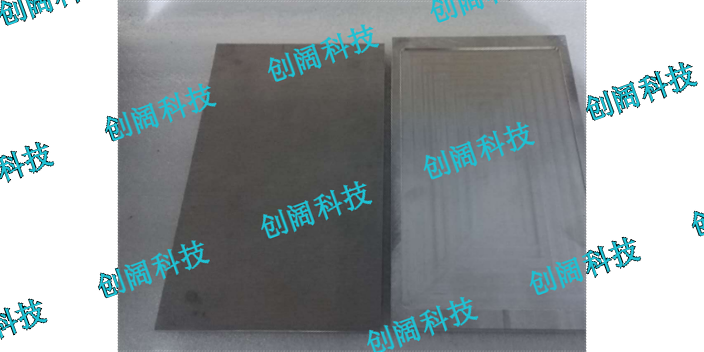
创阔科技制作的微通道换热器,采用真空扩散焊接方式,这种焊接优点是没有焊料,焊缝为母材本体,强度与母材相当,耐高温、耐腐蚀取消了焊料厚度对产品尺寸的影响,相同尺寸下道层数更多,换热性能更好:避免了焊接过程中焊料流动造成的流道堵塞和产生焊渣等多余物;变形量小,流道尺寸更接近理论尺寸,焊后外形较为美观:焊缝熔点与母材相同,后期总装。二次氢弧焊封头、法兰、支架等零件时对芯体焊缝影响较小。产品不易泄漏,可靠性较高。创阔科技可以真空扩散焊质量要求的小型、精密、复杂的焊件。电子芯片真空扩散焊接加工
创阔科技一站式提供加工真空扩散焊接。创阔金属真空扩散焊接设计
“创阔金属科技”针对真空扩散焊接分别逐个解释一下。真空:焊接时处于真空环境,其目的一般是为了防氧化。扩散:对几个待焊件,高压力让原子间距离变小,再加高温,让原子活跃,原子互相扩散到另一个待焊件里去。焊接:让几个待焊件牢固地结合。双金属真空扩散焊,其早期是用于前苏联的军上。苏联解体后,俄罗斯,乌克兰继承了这个技术。我国的军单位、军类的研发部门也因此拥有这个技术。双金属真空扩散焊的生产方式成本较高,主要原因是生产效率较低,一般都是一炉一炉在生产,一炉的生产时间长(金属加温到焊接温度得十来个小时)。真空扩散焊的技术参数也比较多(气温,湿度,加热温度,各阶段的加热保温时间,压力,加热方式,工件位置,工件变形参数。对整个技术团队的要求高。一个环节没把握好,就会报废。按炉的较低的生产模式,高技术要求,成本就必定高了。但双金属真空扩散焊的产品,有其独到的高性能高质量优势:结合强度高,产品密度提高。因此,航空航天、军一直在采用这个技术。但因为生产成本高,生产效率不高,加温加压工装设备、真空设备等等投入大,因此民用产品采用这个工艺就少,但随着科技的进步,民品也在更新迭代需要这方面的技术来替代了。创阔金属真空扩散焊接设计
苏州创阔金属科技有限公司主要经营范围是机械及行业设备,拥有一支专业技术团队和良好的市场口碑。公司业务分为真空扩散焊接加工,再生塑料颗粒过滤网,狭缝掩膜板微孔板设计加工,微通道换热器设计加工等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。创阔金属科技立足于全国市场,依托强大的研发实力,融合前沿的技术理念,飞快响应客户的变化需求。