吹瓶模具保养的知识:模腔的保养,1.正常使用时模具每运行72小时需用医用脱脂棉醮医用酒精对模身成型部位和分型面擦拭,对底模成型面进行擦拭。2.每月或每运行500小时需用医用脱脂棉醮洁模膏,抛光模腔成形面达到镜面。然后用医用酒精清洁一次。3.出现刮花及轻微碰伤时,先用400#或600#砂纸进行修复,再用05#金相砂纸抛光,然后在修复过的表面涂上抛光研磨膏,用医用脱脂棉抛光即可。抛完光后用医用脱脂棉醮医用酒精将模具擦拭干净。4.当出现严重损伤及模具分型面出现圆角时则需进行专业修复。吹瓶模具需求在高温的环境下吹制。台州专业饮料瓶吹瓶模具厂
PET吹瓶模具注塑成型的工艺条件以及温度控制范围:一、PET的吸湿性比PBT略大,粒料在高温下对水比较敏感,当含水量超标时,在成型加工时会发生水解,使质量大幅下降,因此,在成型加工前,必须对原料进行干燥。二、PET的结晶度比PBT丁小,且随相对分子量增高而降低,故成型周期较长,不能像PBT那样快速成型。三、PBT的成型收缩率较大,一般为1.8%左右,玻纤增强PET为0.2%~ 1.0%,高模温所得塑件的收缩率大,而低模温塑件的收缩率小。 四、 PET制品中往往残留一定的内应力,因此一般成型后常需后处理。 五、在PET成型时加人的回料应是充分供干和没有产生热降解的,加入量应不超过20%。 六、 PET在熔融态下的流变性为非牛顿型,温度对熔体粘度的影响不大,可以调节压力来增大剪切应力或剪切速率。 七、 PET有明显的熔点,加工温度范围较窄,为270~290℃,当超过300℃ 时会发生热降解。 八、 PET成型时的保压时间不能过长,否则会使内应力增加,一般为20~50s. 九、由于PET熔体的固化较快,故应采用高速注射,以免熔体尽快充满模腔。佛山PET吹瓶模具哪里买吹瓶模具,是注塑模具厂家都需要接触和使用到的。

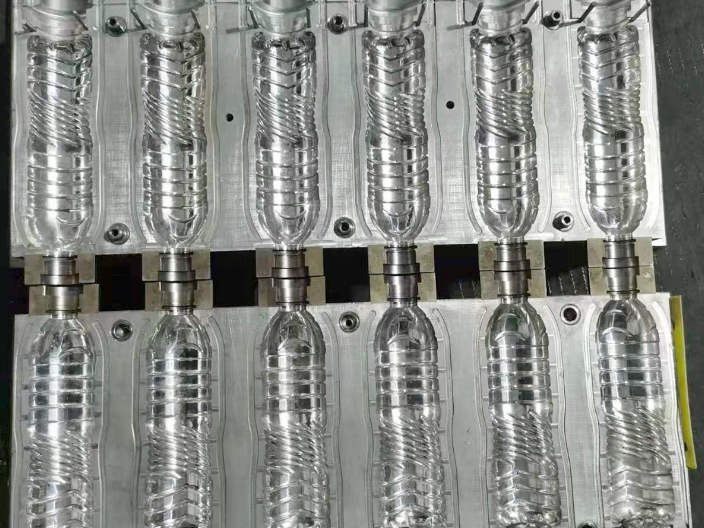
PET吹瓶模具吹瓶过程中有哪些常见的故障要注意?颈部弯曲,这种现象是采用PET吹瓶模具时较常见的现象,这种现象通常是灌装或者是瓶口螺纹的变位与中心线不垂直现象。这种问题通常是由于颈部的积料过多,而产生合模后发生的变形,从而造成了颈部弯曲现象。底线发蓝,这种现象是沿着底部的切割线观察,其成珠光条纹。这种问题是有可能非常轻微,但是有可能非常严重,甚至不能继续使用。底部破损,这种现象通常会在底部积料时,有一段小细纹,而且时经过仔细观察才能够发现,但是在灌装的过程中会引发爆裂现象。这种问题是由于在使用PET吹瓶模具时,其瓶胚的底部温度偏低,当拉伸杆进行顶压过程时,就会在制作过程中就形成了微裂现象。
吹瓶模具的一些要点?1、尺寸稳定,在成型过程中,塑件与模具接触的面要比离开模具部分的尺寸稳定性更好。如果日后由于材料刚度的需要要求改变材料厚度,可能导致要将阳模转换为阴模。塑件的尺寸公差不能低于收缩率的10%。2、塑件表面,就成型材料能够包住的范围而言,塑件可见面的表面结构应在与模具接触处成型。如果可能的话,塑件的光洁面不要与模具表面接触。就像采用阴模制造浴盆和洗衣盆的情况。3、修饰,如果使用机械式水平锯锯掉塑件的夹持边,在高度方向上,至少要有6~8mm的余量。其他的修整工作,如磨削、激光切削或射流,也必须留有余量。刀口模切割线间的间隙小,冲孔模修整时的分布宽度也很小,这些都是要注意的。吹瓶模具寿命和使用频率有关。

选择一款好的吹瓶模具能够极大压低成本,特别是吹瓶模具的使用寿命,使用时间越长越节省成本。影响PET吹瓶模具吹塑工艺的重要因素有瓶坯、加热、预吹、模具及生产环境等。PET材料成型的瓶坯,进口的原料要比国产料易吹塑成型;而同一批次的瓶坯,生产日期不同,吹塑工艺也可能有较大差别。瓶坯的优劣决定了吹塑工艺的难易,对瓶坏的要求是纯洁、透明、无杂质、无异色、注点长度及周围晕斑合适。生产环境的好坏对工艺调整也有较大影响,恒定的温度条件可以维持工艺的稳定及产品的稳定。PET吹瓶模具吹塑成型一般在率温、低湿状。选购吹瓶模具建议挑选规划大的厂家。台州专业饮料瓶吹瓶模具厂
新型的吹瓶模具结构设有相对应的一、二侧模组。台州专业饮料瓶吹瓶模具厂
吹瓶模具基本原理:首先射出成型加工制出瓶胚,这是将熔胶射进模穴,然后迅速冷却,使瓶胚温度低于结晶温度的范围,制成透明的瓶胚;而后是将瓶胚加热,使其高于玻璃转化点温度,然后延伸、吹气和冷却成型。加工方法:分为一段式和两段式两种。一段式是射出和吹气在同一台机器完成,射出成型的瓶胚冷却到低于结晶温度范围,但仍保持在热弹性的状态,吹气成瓶。两段式是由射出成型机和中空成型机两台机器完成。首先由射出成型机制成瓶胚后,将瓶胚冷却至凝固温度脱膜取出,冷却到室温,待要吹瓶时,再送进中空成型机将瓶胚加热至吹瓶温度,然后吹气、冷却成型。台州专业饮料瓶吹瓶模具厂
台州市弘凯模具有限公司总部位于新前街道泾岸村888号(自主申报),是一家模具,塑料制品,机械设备制造,加工,销售 的公司。弘凯模具深耕行业多年,始终以客户的需求为向导,为客户提供高质量的瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具。弘凯模具继续坚定不移地走高质量发展道路,既要实现基本面稳定增长,又要聚焦关键领域,实现转型再突破。弘凯模具创始人贾耀伟,始终关注客户,创新科技,竭诚为客户提供良好的服务。