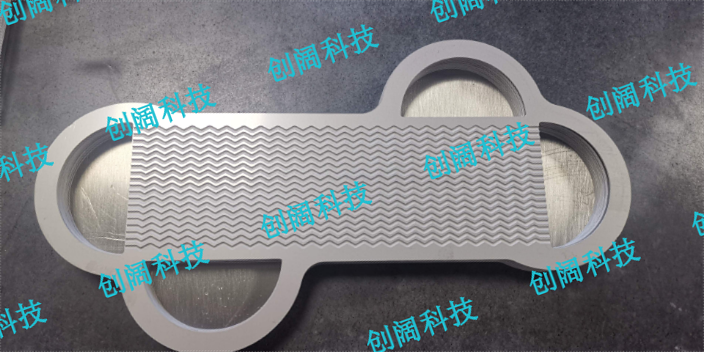
换热器作为化工过程机械的典型产品,是工艺过程中必不可少的单元设备,地应用于石油、化工、动力、核能、冶金、船舶、交通、制冷、食品及制药等工业部门及**工程中。其材料及动力消耗占整个工艺设备的30%左右,在化工机械生产中占有重要的地位。如何提高换热器的紧凑度,以达到在单位体积上传递更多的热量,一直是换热器研究和发展应用的目标。器件装置微型化(Miniaturization)的强大发展趋势推动了微电子技术的迅猛发展和MEMS(micro—electro—mechanicalsystem)技术的不断进步,也推动了更加高效、更加小型化的微通道换热器(micro-channelheatexchanger)的诞生。创阔能源科技可制作几微米到几百微米微型槽,S型,圆筒形,蛇形等。创阔能源科技,可根据不同的要求制作设计微通道换热器。集成式微通道换热器,高效紧凑型换热器请联系创阔科技。泰州微通道换热器
微通道(微通道换热器)的工程背景来源于上个世纪80年代高密度电子器件的冷却和90年代出现的微电子机械系统的传热问题。1981年,Tuckerman和Pease提出了微通道散热器的概念;1985年,Swife,Migliori和Wheatley研制出了用于两流体热交换的微通道换热器。随着微制造技术的发展,人们已经能够制造水力学直径?10~1000μm通道所构成的微尺寸换热器。1986年Cross和Ramshaw研制了印刷电路微尺寸换热器,体积换热系数达到7MW/(m3·K);1994年Friedrich和Kang研制的微尺度换热器体积换热系数达45MW/(m3·K);2001年,Jiang等提出了微热管冷却系统的概念,该微冷却系统实际上是一个微散热系统,由电子动力泵、微冷凝器、微热管组成。如果用微压缩冷凝系统替代微冷凝器,可实现主动冷却,支持高密度热量电子器件的高速运行。常州创阔能源微通道换热器微通道换热器,创阔科技加工。
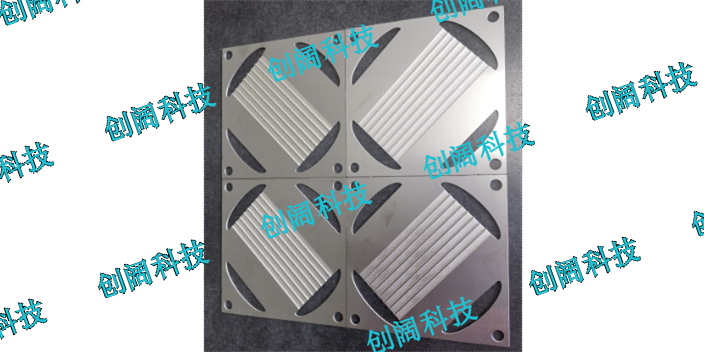
创阔能源科技制作的板式换热器.重量轻,板式换热器的板片厚度为1MM,而管壳式换热器的换热管的厚度为,管壳式的壳体比板式换热器的框架重得多,板式换热器一般只有管壳式重量的1/5左右,采用相同材料,在相同换热面积下,板式换热器价格比管壳式约低百分之四十~百分之六十,热损失小,板式换热器只有传热板的外壳板暴露在大气中,因此板式换热器散热损失可以忽略不计,也不需要保温措施。而管壳式换热器热损失大,需要隔热层。换热器是实现将热能从一种流体传至另一种流体的设备。在简单的换热器中,热流体和冷流体直接混合在一起;比较常见的换热器是热、冷两种流体在换热器中被隔板分开,由于两侧热流体和冷流体的温度差,会形成热交换,即初中物理的热平衡,高温物体的热量总是向低温物体传递,这样就把热侧热量交换给了冷侧,有时我们又称换热器为热交换器。
且中间混合腔室的右侧设置有后腔混合室,所述第二主流道设置在后腔混合室的右侧,且第二主流道的右侧设置有第二前腔混合室,所述第二前腔混合室的右侧设置有第二分流道路,且第二分流道路的右侧设置有第二中间混合腔室。推荐的,所述主流道的内部尺寸小于等于两倍分流道路的内部尺寸,且分流道路关于主流道的中心轴对称布置有两组。推荐的,所述中间混合腔室关于后腔混合室的中心轴对称布置有两组,且后腔混合室与前腔混合室之间为对称布置。推荐的,所述第二主流道的形状和尺寸与主流道的形状和尺寸均相吻合,且第二主流道与主流道之间为对称设置。推荐的,所述第二分流道路为倾斜式结构设置,且第二分流道路与分流道路的数量相吻合。推荐的,所述第二中间混合腔室的右侧设置有第二后腔混合室,且第二后腔混合室的形状和尺寸与后腔混合室的形状和尺寸相吻合。“创阔科技”研究混合流体从前一个单元的后腔混合室流到主流道时,由于截面积缩小,流体被挤压,得到一次加强混合作用;2.通过中间混合腔室的设置,在中间混合腔室内,因为截面积扩大,产生伯努利效应,流体流速减慢并形成环流,得到又一次加强混合的作用;3.通过后腔混合室的设置。高效换热器加工制作设计找创阔能源科技。
创阔科技一直致力于开发研究直接接触式换热器,也叫混合式换热器,是冷热流体进行直接接触并换热的设备。通常情况下,直接接触的两种流体是气体和汽化压力较低的液体;蓄能式换热器的工作原理,是利用固体物质的导热特性,具体而言,热介质先将固体物质加热到一定温度,冷介质再从固体物质获得热量,通过此过程可实现热量的传递;间壁式换热器,也是利用了中介物的热传导,冷、热两种介质被固体间壁隔开,并通过间壁进行热量交换。对于供热企业而言,间壁式换热器的应用为。根据结构的不同,它还可划分为管式换热器、板式换热器和热管换热器。换热器是将热流体的部分热量传递给冷流体的设备,又称热交换器。按传热原理换热器分为间壁式换热器、蓄热式换热器、流体连接间接式换热器、直接接触式换热器、复式换热器;按用途分类,其分为加热器、预热器、过热器、蒸发器;按结构可分为:浮头式换热器、固定管板式换热器、U形管板换热器、板式换热器等。创阔科技一站式提供加工换热器,液冷板,均温板。水冷板等。天津微通道换热器服务至上
氢气加热器,冷却器设计加工,创阔科技。泰州微通道换热器
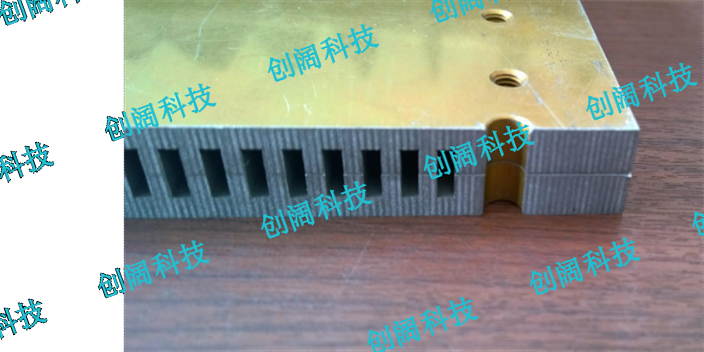
青铜和各种金属等等。这还远不是真空扩散焊所能够焊接材料的全部。真空扩散焊接的主要焊接参数有:温度、压力、保温扩散时间和保护气氛,冷却过程中有相变的材料以及陶瓷等脆性材料的扩散焊,还应控制加热和冷却速度。1、温度:系扩散焊重要的焊接参数。在温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于值后,对接头质量的影响就不大了。故多数金属材料固相扩散焊的加热温度都定为-(K),其中Tm为母材熔点。2、压力:主要影响扩散焊的一、二阶段。较高压力能获得较高质量的接头,接头强度与压力的关系见图2-46。焊件晶粒度较大或表面粗糙度较大时,所需压力也较高。压力上限受焊件总体变形量及设备能力的限制.除热等静压扩散焊外,通常取-50MPa。从限制焊件变形量考虑,压力可在表2-24范围内选取。鉴了压力对扩散焊的第兰阶段影响较小,故固相扩散焊后期允许减低压力,以减少变形。3、保温扩散时间:保温扩散时间并非变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊。泰州微通道换热器
苏州创阔金属科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身不努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州创阔金属科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!