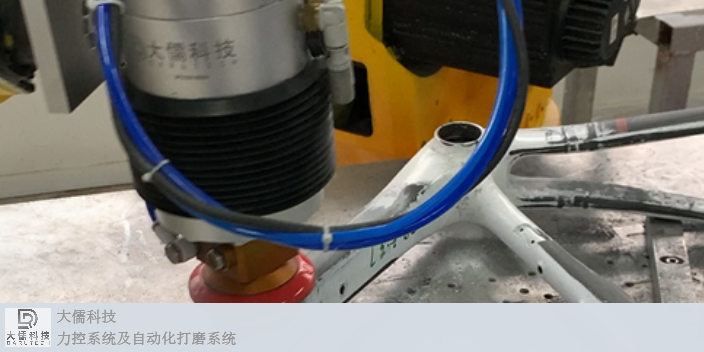
技术特征:1.一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:包括安装在工作台(1)上的六轴机器人(4)、打磨机构(5)、输送机构(3)以及连接在输送机构(3)上的定位夹紧机构(2);所述的打磨机构(5)包括连接板(5-1)、固定夹座(5-2)以及气磨(5-3)或电磨,所述的连接板(5-1)安装在六轴机器人(4)的手腕末端(4-1),连接板(5-1)上设有固定夹座(5-2),气磨(5-3)或电磨安装在固定夹座(5-2)上,至少两个活动软管(5-6)通过吸尘固定座(5-5)连接在连接板(5-1)上,活动软管(5-6)与吸尘器(7)连接相通,活动软管(5-6)的吸口位于气磨(5-3)或电磨的磨头(5-4)处;所述的输送机构(3)包括带磁性开关的导轨无杆气缸(3-7)、托盘(3-6)以及电缆保护链(3-1),导轨无杆气缸(3-7)和电缆保护链(3-1)平行设置,导轨无杆气缸(3-7)和电缆保护链(3-1)的前端安装在工作台(1)上,托盘(3-6)安装在导轨无杆气缸(3-7)的活动侧上并能前后运动,导轨无杆气缸(3-7)在两端安装有油压缓冲器(3-4),电缆保护链(3-1)后端通过连接块(3-2)与托盘(3-6)连接,电气快插插座(3-3)安装在连接块(3-2)上,托盘(3-6)上设用于连接底板(2-5)的螺纹孔和销孔(3-5);所述的定位夹紧机构(2)包括底板(2-5)、仿形定位座。智能柔性打磨力控系统适用于消费电子、汽车零配件以及高精度产品的复杂表面与关键焊缝磨抛。安徽什么是力控打磨欢迎选购

因工业机器人准确、可靠、灵活等优势,越来越多的制造企业正在尝试使用工业机器人进行工件打磨、抛光、去毛刺等工作。然而给工业机器人编写精确复杂的打磨轨迹是一大难点。传统的离线编程解决方案能够解决轨迹编程复杂的问题,但是它要求工件一致性好,工作站标定精确,这使得工业机器人在打磨过程中安装、调试和使用难度依然很高。大儒科技通过智能柔性打磨力控系统简化了复杂轨迹编程问题和机器人靠进给调整打磨力的难点。在打磨过程中的打磨力柔性控制提高了工件的打磨质量、加工效率。大儒科技的力控系统可快速对绝大部分复杂工件完成机器人打磨工艺调试,如圆弧面、倒角等异性面。用户可快速创建复杂运动程序并验证工艺的合理性,可部署在多种机器人上。广州直销力控打磨技术指导使用打磨力控系统的打磨机器人可以降低机器人对示教精度的要求。

DFC力控系统目前有多个型号,适合不同打磨、抛光工作场景。力控系统柔性打磨过程,可根据工件公差和细微的位置偏移瞬间调整、保持力的大小在设定范围之内,保证了表面效果的一致性。与机器人的完美融合,可以明显降低调试门槛,机器人只需控制打磨路径,力控系统控制打磨力,使打磨力可量化,对部分公差或形变较大的钣金、冲压、塑胶件等,仍可保证效果一致。大儒科技(苏州)有限公司由专业技术团队组成,位于长三角苏州工业园区,耗时多年研发设计的DFC智能柔性打磨抛光力控系统,帮助企业实现自动化打磨,并取得更好的一致性和均匀性效果,提升良率,降本增效;DFC力控系统是通用型的柔性力控制工具,可以实现所有材质工件表面的打磨、抛光、去焊缝、去毛刺、去除合模线、清洁等的自动化需求;普遍适用于3C、汽车、家具、家电、厨卫、航空航天、运动用品、新材料新能源等领域,已经帮助全国很多客户,解决了打磨抛光自动化实现难的痛点,并实现了出口,远销欧洲;并荣获了苏州工业园区科技人才、姑苏科技创新天使等荣誉。
在工业制造领域,有很多零件需要在焊接、铸造、成型或加工后进行后处理,包括打磨,抛光及打磨。例如汽车行业的发动机缸体、缸盖、变速箱壳体、汽车轮毂;一般行业的卫浴五金;航空与能源行业的发动机叶片,涡轮叶片;3C行业的笔记本电脑、平板电脑、手机等。目前国内大部分工件打磨加工作业大多采用手工,或者使用手持气动,电动工具进打磨,研磨,锉等方式进行打磨加工,容易导致产品不良率上升,效率低下,加工后的产品表面粗糙不均匀等问题。传统的人工打磨已经满足不了现代化工业生产的需要,传统的人工打磨噪音大,速度慢,打磨的同时会产生很大的粉尘,对人的健康造成很大危害。近年来越来越多的厂家开始使用机器人安装电动或气动工具进行自动化打磨。机器人打磨的方案普通有两种形式,一是机器人装载打磨机,工件固定,二是机器人抓取工件,打磨机固定,两种方式都是目前比拟主流的方案。与手持打磨比较,机器人打磨能有效提高生产效率,降低成本,提高产品良率,但是由于机械臂刚性,定位误差等其他因素,采用机器人夹持电动,气动产品打磨针对不规则毛刺处理时容易出现断刀或者对工件造成损坏等情况发生。而且传统的铸件清理技术采用位置控制原理。DFC力控系统在又叫DFC智能柔性打磨力控制执行系统,是通用型的柔性力控制工具。

轴承是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。然而现有的轴承加工装置在使用过程中仍然存在不足之处;现有的外圈滚子沟槽打磨装置在进行打磨角度的变化需要人工进行转动,导致打磨速度有限,速率较低,影响生产效率;并且现有的轴承加工加工装置在进行打磨器具大多采用螺栓进行旋合,导致在进行拆装时较为不便。为了解决外圈滚子沟槽打磨装置夹持机构不能进行自由角度变化和打磨器具更换不便的问题,客户在现有机器人上安装打磨力控系统,来实现柔性打磨。外圈滚子沟槽自动打磨工作站包括工作台、机器人、打磨力控系统和打磨工具,通过在机器人示教器编辑简单路径,设置所需要的参数,即可快速进行力控柔性打磨。智能柔性力控打磨成为实现企业效率高自动化打磨的重要问题。重庆购买力控打磨欢迎选购
智能柔性打磨力控系统提高打磨质量,降低成本,告别传统打磨,保证打磨一致性,降低废品率。安徽什么是力控打磨欢迎选购
在力控打磨系统中,会根据不同工艺需要用到各种型号的砂带,但是砂带存储不当会影响使用使用效果、甚至影响产品的合格率。下面介绍自动打磨机中砂带的储存方法1.砂带的贮存及使用前处理砂带因品种的不同,受气候或环境影响而产生的变化也各异,一般来说,贮存砂带的仓库要阴凉,干燥、通风。砂带要整齐地摆放在货物架上,不能码放在地上。货物架要与地面、墙壁保持一米的距离,同时又要避免靠近散热和排水装置。2.砂带贮存理想温度18~22℃,湿度则为55%~65%.砂带在未使用前,尽可能的不要打开包装物。3.各种树脂砂带,耐水砂带,特别是复合基砂带,纸砂带对贮存条件的要求比较严格。高温、低温又易吸潮变形。聚酯布砂带对寒冷比较敏感,不能贮存在寒冷的仓库内。4.就砂带来说,理想的贮存固然很重要,但使用前若不能得到正确地处理仍会严重的影响它的使用性能。5.砂带使用前应做悬挂处理,即将拆开包装的砂带挂在100~250mm直径的管子上。让其悬挂2~3天,管子直径的选择原则为粒度粗的产品选择直径大的管子,粒度大的选择直径小的管子。6.砂带悬挂的目的是消除因包装而产生的卷曲,同时也是为了使砂带适应工作环境的湿度。砂带悬挂时接头应处于管子上,管子应成水平状态。安徽什么是力控打磨欢迎选购
大儒科技(苏州)有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来大儒科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!