吹瓶模具行业要加快信息技术的应用,要倾心打造柔性专业化制造平台,在不断满足顾客个性化需求的同时,提高自身的规模和专业化制造水平。大规模定制是对传统的生产规模的一种突破,它克服 单件、小批量和规模效益的两难课题为我国模具的市场竞争力的提升创造了条件。 ERP 技术成功应用,已经在部分模具制造企业产生了明显效果,为大规模定制生产提供了可能。 ERP 技术不只对制造企业本身进行控制,而且还将管理延伸到客户和供应商,将有可能带动吹瓶模具相关产业共同发展。在确保证模具硬度的前提下,尽量采用预冷、分级冷却淬火或温淬火工艺。湖北PET吹瓶模具制造厂家

吹瓶模具有哪些日常操作的要点:1、电源系统:检查吹瓶模具电源及操控系统、加热系统等,供认都处于正常情况。对于需求运用润滑油的部位,守时补偿润滑油,以保证设备的正常运转。急停开关、气源、水源等部件是否处于正常作业。2、元件作业:检查气动元件的密封性是否正常,动作是否活络。运动元件是否健壮,传动皮带作业是否正常。3、模具设备:模具的合模精确度对吹瓶产品的影响非常直观,开机前要将吹瓶所用的模具精确设备好,保证产品的正确成型。4、气流量和压力:吹瓶时气流量过大/压力高会构成产品中心点薄、偏,脚部发白、壁厚不均;气流量过小/压力低则中心点偏厚,吹瓶不充分。5、加热灯管:检查加热灯管是否作业正常,有无损坏、开裂。运用不同吹瓶材料时供认加热温度在适宜范围内,及时进行调整。福建PET吹瓶模具配件必须提高吹瓶模具刚才的稳定性以及在快速反复的强度高的吹瓶过程中保持耐热性。

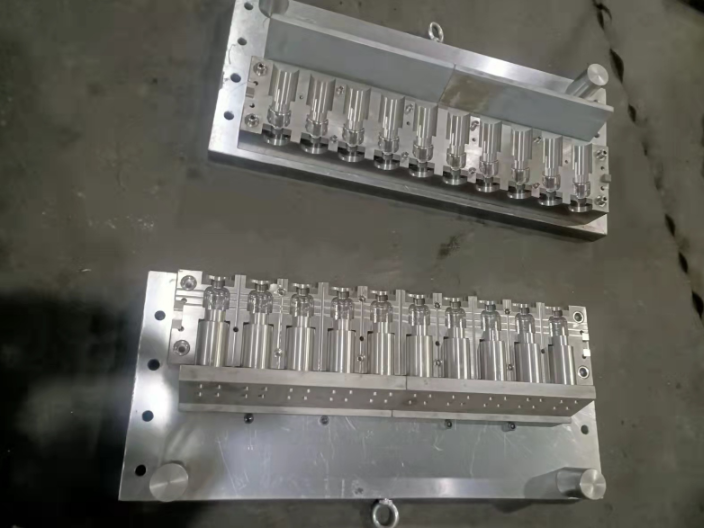
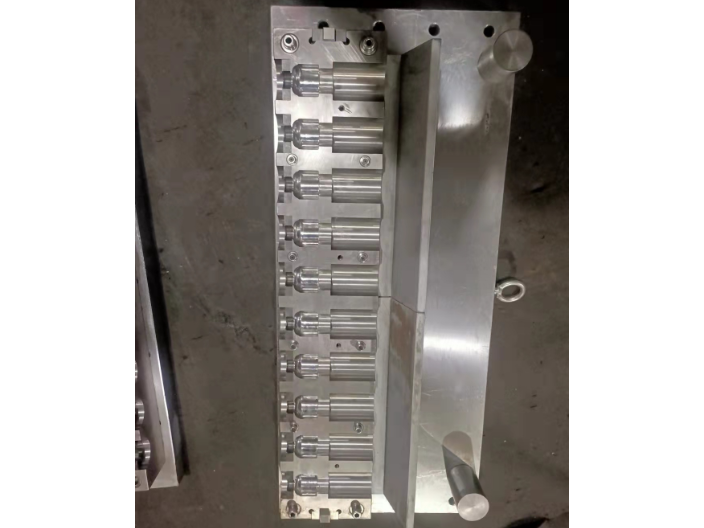
吹瓶模具是装在吹瓶机上并不断做开合模动作的模具,会受到较强的外力作用。因此吹瓶模具对材料的要求比较高,首先要有较强的硬度和韧度,以承受外力作用而不会变形,其次要有必定的耐腐蚀性,以便当日常运用和维护。一般吹瓶模具厂家常用模具材料包括镁铝7075,S136H, 718H,P20,45#钢材,其中大部分用S136H和718H,关于一些产量要求高,出产速度快的模具则用镁铝7075。镁铝做模具的优点是模具重量轻,模具强度高,易于加工,散热作用优于钢模。钢材,一般是作为注塑模具或吹塑模具的背板用材料。
选择一款好的吹瓶模具能够极大压低成本,特别是吹瓶模具的使用寿命,使用时间越长越节省成本。影响PET吹瓶模具吹塑工艺的重要因素有瓶坯、加热、预吹、模具及生产环境等。PET材料成型的瓶坯,进口的原料要比国产料易吹塑成型;而同一批次的瓶坯,生产日期不同,吹塑工艺也可能有较大差别。瓶坯的优劣决定了吹塑工艺的难易,对瓶坏的要求是纯洁、透明、无杂质、无异色、注点长度及周围晕斑合适。生产环境的好坏对工艺调整也有较大影响,恒定的温度条件可以维持工艺的稳定及产品的稳定。PET吹瓶模具吹塑成型一般在率温、低湿状。吹瓶模具是加工塑料瓶等中空制品必备的中间产品。

吹瓶模具怎么存放?1.在模腔/底模成型成形面涂上洁模膏,用干净的医用脱脂棉反复擦拭至镜面,并将残留的洁模膏清理干净。2.用压缩空气清理各排气孔,保证各孔畅通。3.将防锈润滑剂均匀的喷涂于模具的内外表面,形成一层保护膜。4.用锁模螺钉或专门用绑带将模腔和底模合在一起,分别放在专门用的模具储存架上进行摆放。5.模具必须存放在通风干燥的环境中,温度20~25℃,相对湿度30~50%.6.拉伸杆在摆放时应将表面喷上防锈油,再将拉伸杆采用垂直悬空方式摆放,以避免拉伸杆平放受外力受压变形。7.定期检查模具,是否出现生锈或氧化现象。在成型过程中,塑件与吹瓶模具接触的面要比离开模具部分的尺寸稳定性更好。福建PET吹瓶模具配件
不同表面质量、不同结构的吹瓶模具要求不同的模具温度。湖北PET吹瓶模具制造厂家
吹瓶模具出现螺纹区的排气槽受到了不应有的拉伸(从密封面到凸环)的问题。这种现象夏天更常见,因其高气温使瓶胚螺纹区过热。解决办法有:1、确保输送臂的调整精确无误;还有,吹气芯场地模具的找正也有关系;2、由于气温偏高时问题更为糟糕,任何导致螺纹区温度下降的都会加其恶果,详见“瓶口膨胀,吹瓶跑气”。应该记住,吹瓶芯只凭弹簧的力量来确定瓶坯位置,它并不足以矫正两者之间在对准上的差距。等吹气开始,有相当大的下冲击力,这一冲击载荷便会引起螺纹受损。湖北PET吹瓶模具制造厂家
台州市弘凯模具有限公司是一家模具,塑料制品,机械设备制造,加工,销售 的公司,是一家集研发、设计、生产和销售为一体的专业化公司。弘凯模具深耕行业多年,始终以客户的需求为向导,为客户提供高质量的瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具。弘凯模具继续坚定不移地走高质量发展道路,既要实现基本面稳定增长,又要聚焦关键领域,实现转型再突破。弘凯模具始终关注机械及行业设备行业。满足市场需求,提高产品价值,是我们前行的力量。