热处理作为重大装备制造与安全的重要技术,也是重大难题。在石油化工、核电等领域,压力容器作为关键关键设备,是实现传热传质化学反应的主要场所,其在役安全意义重大。目前,我国的压力容器在尺寸上不断的朝向大直径、超壁厚、超长度方向发展,尺寸不断突破世界记录。而焊接接头的应力腐蚀开裂(scc)问题已成为石化、核电装备失效的主要原因。大型压力容器由于受热处理炉体积的限制无法采用整体热处理,只能采用局部热处理。热处理可以有效消除焊接残余应力,由于相关标准和规范忽略了热处理过程中产生的不利危害而产生开裂,国内外设计标准均未科学解决。关于局部热处理,gb150规定包括接管在内的整个圆周进行加热。对于小尺寸的容器是可行的,对于超大直径的容器例如直径50m,显然不可行。从成本方面考虑,需要消耗大量的电力。从容器的完整性考虑,容器热处理易产生大变形;asme允许采用点状加热但是必须通过数值模拟进行验证。目前国内采用分段对称加热与筋板加固刚-柔协同控制方法,残余应力消除效果由30%提高到70%以上,解决了超大承压设备热处理变形过大导致开裂的难题。然而,现场实际从筋板的下料、焊接、去除工作量巨大,使得工期延长;由于筋板的存在。焊接热处理加热设备。山东管道履带式加热器耗材
热处理安装1、热处理操作人员必须严格执行热处理工艺,以及热电偶与加热板工装图进行工装,合理划分炉区,控制热电偶尽可能设置在每个炉区的中间,禁止控制热电偶设置在炉区边缘。保温宽度及厚度按热处理工艺要求进行。2、热处理操作人员进行加热器、热电偶工装时,必须对加热器、热电偶作炉区编号标识,避免进行保温后无法进行炉区识别。3、热处理操作人员在进行加热器、热电偶工装过程中,发现炉区划分有问题时,立即向热处理技术员及热处理现场负责人汇报,并参与问题的解决。4、热电偶采用专属螺母压紧;对于设备局部热处理、以及重要特殊的管道热处理,热电偶必须每一点设置两只(置双偶),以保证热处理过程中因热电偶问题带来热处理质量事故。5、热处理输出二次电缆、热电偶接线,应每炉区分别接线;并且二次电缆、热电偶补偿导线必须分别作好标识,与对应炉区接线。6、杜绝温度控制盲区,杜绝炉区温度控制交差。甘肃履带式加热器履带式加热器厂家批发价远红外陶瓷电加热器。

焊前预热和后热是为了降低焊缝的冷却速度,防止接头生成淬硬组织,产生冷裂纹。焊前预热温度一般在100-200度,后热不属于热处理,也是一种缓冷措施,后热的温度在200-300度,有的单纯是为了缓冷,有的是针对消氢处理的,一定的后热温度,能使焊缝中氢扩散出来,不至于集聚导致裂纹。后热保温时间要根据工件厚度来确定,一般不会低于。焊后热处理的就多了,主要分为四种:1、低于下转变温度进行的焊后热处理,如消除应力退火,温度一般在600-700之间,主要目的是消除焊接残余应力,2、高于上转变温度进行的焊后热处理,如正火,温度在950-1150之间,细化晶粒,改善材料的力学性能,再如不锈钢的固熔、稳定化处理,温度在1050左右,提高不锈钢的耐蚀性能。尤其是抗晶间腐蚀的能力。再如淬火,不同的淬火工艺能得到不同的效果,提高钢的耐磨性,硬度等。3、先高于上转变温度进行处理再进行低于下转变温度下的热处理。比如正火加回火,淬火加回火等。4、在上下转变温度之间进行的焊后热处理。750-900之间,一些材料的实效强化重结晶退火等。
包括环境温度和任何外部加热或冷却源。外壳内部温度:当设备在额定条件下工作时,达到终端外壳内的极高空气温度,包括环境温度和任何外部加热或冷却源。认证要求其次,我们需要了解适用代码的要求,这些要求通常由安装所在国决定。北美法规(nec第500条和csa)不同于欧洲法规(en60079-0)以及国际法规(iec60079-0)。然而,这些标准中的每一项都规定,在确定极高表面温度时,必须包括外部加热来源的影响。对于电气过程加热器组件,这意味着需要考虑端子外壳内部产生的热量以及法兰和其他外露表面的温度。在评估极大表面温度时,必须考虑整个区域的温度影响。下文第5条参考:程序1,在计算一个初步的t-code的第一步是确定极大表面温度和内部外壳的空气温度,根据加热器的设计操作在极苛刻的条件下,同时保持在设计的规格。这些条件包括:极大工艺温度影响、全功率/安培操作、安装位置的极高环境温度和适用的太阳负荷。正如watlow工程师所证明的那样,内部外壳的空气温度会受到连接在电气终端上的加热元件的引脚的影响。当足够的电流通过它们时,引脚和其他电源连接可以作为单个的“小”加热器,并可以明显地提高外壳内的温度。。管道热处理的加热器。
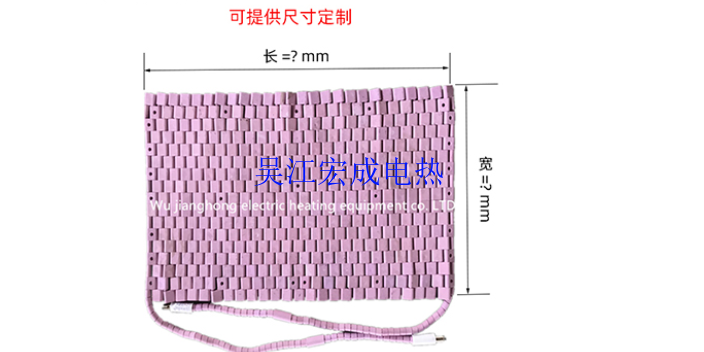
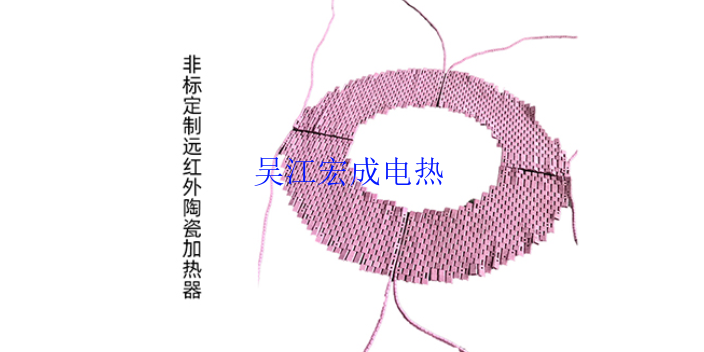
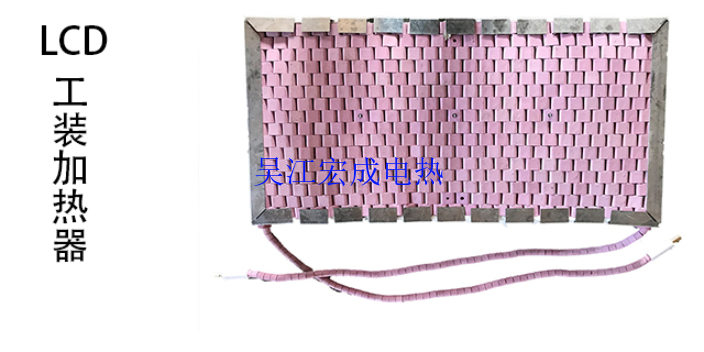
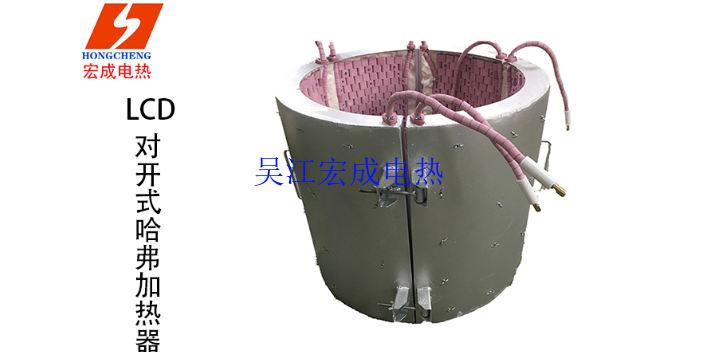
履带式加热器能制成多种形状的履带式加热器,可视工件的几何形状,壁厚及热处理要求选择相应的规格。可以与工件接触加热,可以弯曲,折叠,燃烧,它适用于各种金属构件,如管道、大型容器的焊前预热,中间消氢和焊后的局产部热处理,具有加热速度快,热利用率高,节能明显,劳动强度低,使用安全可靠、操作方便的优良性能,是目前焊接界一种崭新颖实用的理想局部热处理加热器。最高工作温度 1000 ℃ 。性能:加热速度快,热利用率高;适用:各种金属构件。焊缝热处理电加热器。苏州热处理履带式加热器类型
热处理履带式加热器。山东管道履带式加热器耗材
包括以下步骤:一.确定主加热带的热处理工艺步骤1.初步确定主加热带的热处理工艺根据热处理对象,结合各自所固有的特点及相应的局部热处理目的,以及技术设计文件、相关的标准规范确定热处理的关键工艺参数,关键工艺参数包括升降温速率、保温温度、保温时间、加热带的宽度(wphb)。步骤2.优化主加热带的热处理工艺通过数值模拟计算判断均温带的宽度及沿厚度方向温度的均匀性是否满足要求,在此基础上通过热处理模拟实验进行验证,以优化主加热带的关键工艺参数。二.确定副加热带的热处理工艺副加热带的热处理工艺参数包括副加热带中心位置距主加热带的距离wdcb、副加热带最高温度ta和副加热带宽度wahb;步骤3.副加热带中心位置距主加热带的距离wdcb的确定建立有限元模型,进行焊接及热处理模拟,采用步骤2所确定的热处理工艺曲线及关键工艺参数,查看热处理过程中及保温过程轴向应力(回转结构)或横向应力(平板结构)变化结果,确定产生压应力的中间位置wdcb,产生压应力的中间位置wdcb距离焊缝中心为wphb步骤4.副加热带最高温度ta的确定在步骤3所确定的副加热带的中心wdcb位置,先假设副加热带的宽度为主加热带的宽度,比较不同保温温度下热处理后应力的分布情况。山东管道履带式加热器耗材
吴江宏成电热设备有限公司在履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱一直在同行业中处于较强地位,无论是产品还是服务,其高水平的能力始终贯穿于其中。公司始建于2010-02-24,在全国各个地区建立了良好的商贸渠道和技术协作关系。公司主要提供温控设备、加热器、烘箱生产、加工、销售;建材、电子产品、焊接设备销售;焊接工程、热处理工程安装、检修及技术服务。一般项目:金属表面热处理加工;机械设备租赁;许可项目:货物进出口;道路货物运输(不含危险货物)等领域内的业务,产品满意,服务可高,能够满足多方位人群或公司的需要。将凭借高精尖的系列产品与解决方案,加速推进全国机械及行业设备产品竞争力的发展。