故将次梁的中心线及次梁翼宽度返弹到次梁面上的楼承板上。(2)在堆料场地将楼承板分层分区按料单请理出,并注明编号,区分清楚层、区、号,用记号笔标明,并准确无误的运至施工指定部位。(3)吊运时采用zhuan用软吊索,保证楼承板材料不变形、局部不卷边。钢结构设计多层的一般采用3层一节柱安装工艺,(单层就不用多说了)安装楼承板时与钢结构柱梁同事施工,至少应该相差3层。因策楼承板吊运时只能从上层的梁柱间传统,而起重工分分层在梁柱间控制。(4)采用等离子切割机剪板钳裁剪边角,裁切放线时富余量应该控制在5mm范围内,浇筑混泥土时应采取措施,防止漏浆。(5)楼承板与楼承板间连接采用咬口钳压合,使单片楼承板间连成整板。先点焊楼承板侧边,在固定两端头,后面采用栓钉固定。(6)加强混泥土养护。钢筋桁架楼承板也是能够减少现场的捆扎量并加快施工的效率完成整体的施工进度增加其安全保证。广东无人化生产全自动钢筋桁架焊接生产线公司
还有,由于钢筋比较多,可以承受很大的后期承载,所以对于后期承载力在,钢筋桁架板更加合适(楼承板则还要大量配筋)。在对于层数不高的工业厂房还是比较合适的。这个可以规避钢筋桁架板在高层建筑里大量占用吊车的弊端。钢筋桁架板的缺点:1.在跨距,他的价格不便宜;2.板的运输费用较高,且在运输过程中造成搭接端的损坏,这样就需要施工现场修复,影响安装进度和造成安装成本升高,严重的话会影响质量和施工安全;3.在施工过程中,由于钢筋桁架板的单块板的重量较重(工人两个人不能抬动,而楼承板两个工人可以抬得动),所以使用吊车比较多,这样会影响到其他专业的进度,而且安装的费用比较贵(约为楼承板安装费用的3倍);4.施工过程中,开洞和安装管线比较麻烦,(这一点也是设计院和施工单位多次和我提到的)尤其是开洞,如果处理不好,会造成,在浇注混凝土时会造成安全事故。2010年中建某单位,就是由于这个原因造成了人员伤亡的安全事故。5.这也是一个很重要的问题,就是由于钢筋桁架板是由钢筋和镀锌板焊接而成,如果焊接的机具质量不好的话,焊接的质量就会有问题,那么就会形成“脱焊”,这个是致命的,如果大面积的话,那发生安全事故的概率非常高。上海全自动钢筋桁架焊接生产线有什么特点配合工厂的数字化管理,整个装配式建筑的性价比会越来越高。

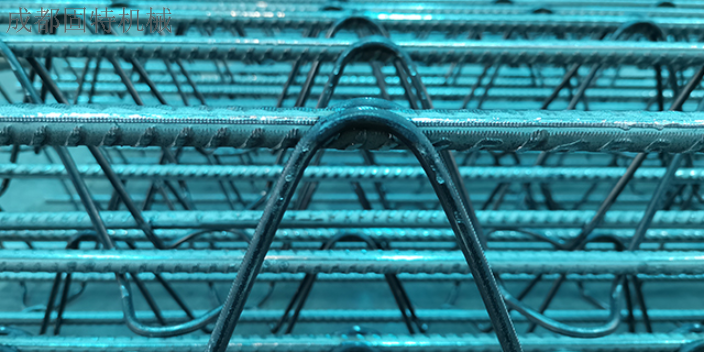
随着城市规模的日益扩张,新一轮工业的进行以及自动化技术不断更新换代,工业转型的呼声日渐高涨。多高层钢结构的迅猛发展,对于工程工期、质量都提出了更高的要求。而在施工建设环节中的楼板施工方法,往往是影响工期的重要因素。混凝土预制构件几乎无处不在,而在超高层采用PC结构且要达到高装配率,成本增加和建造效率降低是需要考虑的问题。装配式钢筋桁架作为现代预制装配式建筑必不可少的构件之一,在整体项目中起到了必不可少的作用。装配式钢筋桁架由三根拉直的钢筋按三角形布置,通过两根长波浪形弯曲的腹杆钢筋电阻点焊连接成型,钢筋型号多样、间距稳定,适合作为连接混凝土薄板与二次浇筑的夹心混凝土之间的连接筋,采用钢筋桁架的叠合楼板可承受更大的剪应力。中构生产的桁架钢筋主要有以下几个特点:1.自动化设备生产,耗损低,产能高,人工成本低,产品竞争优势明显;2.桁架受力模式合理,选材经济,综合造价优势明显;3.现场钢筋绑扎工作量减少60%~70%,更进一步缩短工期;质的主辅材供应,自动化设备生产,产品质量稳定;5.通过调整桁架高度和钢筋直径以适用于跨度较大的楼板;6.力学性能与传统现浇基本等同,抗裂性能好;7.工厂化生产,不受集结影响。
相信建筑工地钢筋工们都知道钢结构具有强度高,自重轻,结构可靠性高,绿色环保,可重复利用等优势,使其在结构施工中应用愈发guang泛。下面小编为大家简单总结了两种焊接的方法,希望对于一些刚刚入行到工友带来帮助,具体如下:一、组装焊接1、按次序进行拼装,当有隐蔽焊缝时须先施工焊接,为减少变形应优先采取小件组焊,经矫正后再进行大件组装;板材及型材应在组装前拼接,注意控制焊接残余应力。2、提前涂装构件的隐蔽部位,焊前应qing除焊件坡口表面及两侧的铁锈、油污等杂质,桁架结构杆件装配时须着重控制轴线交点与允许偏差。3、装配时端板要求顶紧磨光或喷砂处理的部位,且须检查其顶紧接触面是否至少75%达到紧贴。4、焊条使用前须结合产品技术要求进行烘干,酸性焊条一般150°C烘干,时间1~2h,碱性焊条一般350~400°C烘干,时间1~2h。焊条烘干后从取出到施焊不宜超过2h,单根焊条烘干次数不应超过2次。5、焊接时应在组装好的构件上施焊,焊前应核对焊接工艺规定参数及焊接顺序。二、螺栓连接1、gao强度螺栓使用前应对螺栓的技术参数指标进行复检,并在班前和班后进行扭矩校正,控制误差不超过3%。钢筋桁架楼承板模板化,力学机能与传统现浇楼板基本相同,抗裂性能好。
改善了楼板的使用性能和耐久性。采用钢筋柘架楼承板后可根据需要将楼板设计成双向板,等同于传统的现浇钢筋混凝土双向配筋楼板,而压型钢板组合楼板是难以实现双向板的,采用双向板减小楼板结构层厚度、降低结构自重,增大跨度和开间,而且更加经济合理。钢筋析架楼承板的楼板比使用普通压型钢板的混凝土楼板总厚度可减少30mm~50mm,在相同净空要求的情况下,建筑层高可降低30mm~50mm。对高层建筑与抗震设防区的建筑更有明显的节省投资优势。镀锌钢板jin厚,现场栓钉穿透焊接耗电量大量减少,减小现场对电的需求,节省能源。楼板混凝土施工完毕并达到设计强度后,镀锌钢板可拆除回收利用,可满足结构楼板底面观感的需要,又有利于环保。楼板受力钢筋是在工厂下料加工,材料质量容易保证,受力钢筋自动机械化加工和焊接定位,间距排列均匀,上下层钢筋位置固定准确,钢筋不会在浇筑混凝土过程中移位,上下层钢筋混凝土保护层厚度能保证符合设计要求。有效地解决了混凝土漏浆现象的发生。3钢筋柘架楼承板与压型钢板的技术性能比较、使用阶段作受力钢筋的压型钢板组合楼板,例如闭口压型钢板、开口压型钢板、缩口压型钢板,当钢-砼组合楼板过火后。压型钢板作为施工阶段的模板,不取代受力钢筋,在防腐方面无需满足建筑使用年限的要求。山西流水线加工的全自动钢筋桁架焊接生产线的案例
A 型钢筋桁架模板是将钢筋桁架与镀锌钢板在工厂焊接成一体,然后运输到施工现场安装;广东无人化生产全自动钢筋桁架焊接生产线公司
c.桁架挠度施工阶段钢筋桁架楼承板的挠度应按荷载的标准组合进行计算,挠度与跨度的比值应不大于1/180,且挠度值应不大于20mm。3、计算实例以本工程3层夹层板为例,钢筋桁架楼承板计算结果见表1。钢筋桁架楼承板计算结果四、钢筋桁架楼承板施工技术1、工艺流程弹线→清板→吊运→布板→切割→压合→侧焊、端焊→留洞→封堵→验收→栓钉→砌块施工→布筋→埋件→混凝土浇筑及养护。2、型材连接方法⑴钢筋桁架楼承板铺设与钢梁连接,板端头与钢梁熔透点焊,中间采用栓钉与钢梁穿透熔焊;钢筋桁架楼承板间用zhuan用夹紧钳咬合压孔连接;端头用zhuan用镀锌边模钢板与钢筋桁架楼承板或钢梁点焊;典型连接方法如图。支座连接图⑵在钢筋桁架楼承板与混凝土墙连接时,应加设角钢,并用膨胀螺栓固定在混凝土墙上,如图4。楼板与混凝土墙(柱)连接3、楼层标高的调整方法⑴当楼面层结构标高变化不一时,采取加焊Z型支架及附加钢筋措施,使水平结构呈台阶过渡,如图a;板面高差处节点图⑵降低标高时,在工字梁腹板加焊Z型支架和附加钢筋,如图b。4、楼面留洞处理混凝土楼面板预留孔洞,开洞直径或宽度小于100mm时可不设加强筋,混凝土浇注完毕并达到设计强度后切割洞口。广东无人化生产全自动钢筋桁架焊接生产线公司





