- 品牌
- YAMAHA
- 型号
- 齐全
- 输入方式
- 触摸屏输入
- 产品认证
- 质量保障
- 外形尺寸
- 齐全
程序运行LCC140 控制器可以通过输入的程序进行运行,以及通过PLC 的远程命令进行运行。除了移动定位及输入输出信号控制等之外,还可以进行与滑块插入、排出相关的处理。基于SR1控制器的操作系统具有与 SR1 控制器同样的用户界面,并且基于此追加、安装了与线性传送模组特有规格、功能相关的部分,因此形成了非常容易使用的操作系统。※※在 SR1 控制器功能之中,存在部分线性传送机控制器无法使用的功能,请予以了解。控制器之间的链接功能当对多个模块进行连接时,通过使用 LCC140 控制器**链接电缆来连接各个控制器,可按照 1 台控制器的操作步骤同时对多台控制器加以操作。通过 RFID 进行位置修正的功能当使多个滑块依次停在任意 1 点时,根据各滑块的不同,实际滑块停止位置的精度会存在差异,因此可能具有 0.5mm 的误差幅度 (机差)。通过 RFID 系统和 LCC140 控制器的协作,可将各滑块的这种机差降低至 0.1mm。雅马哈马达的位置检测使用与本公司高级机型一样、具有高可靠性的旋转变压器。工业YAMAHA雅马哈组合机器人价格

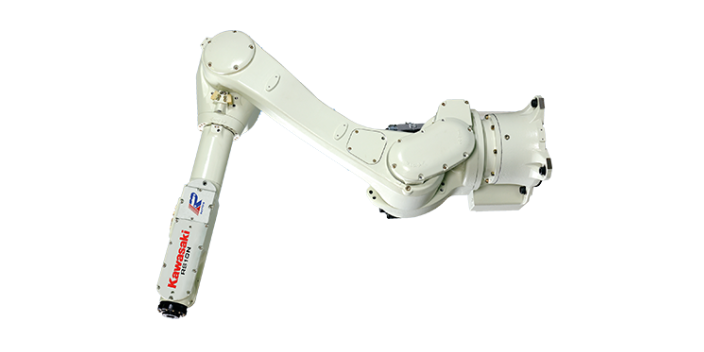
作用简述多个任务运行(并行处理)作用就是指智能机器人与此同时执行好几个程序的作用。若应用多个任务作用,可与此同时执行操纵智能机器人的程序及其操纵外部设备和额外轴(多个)程序开展工作,或是在智能机器人姿势时对I/O数据信号情况开展监控。应用多个任务运行作用,可减少智能机器人程序循环系统時间。建立程序常见问题程序的建立方式与一般程序同样,建立时要留意以下几个方面。数据信号操纵程序和获取数据**型的程序不应用姿势组,因此一定要将程序设置为不应用姿势组,将要程序详尽界面的姿势组“组掩码”设置为[*,*,*,*,*,*,*,]。应用同样姿势组的程序不可以与此同时并行处理执行。可与此同时执行不一样姿势组的程序。多个任务运行方式多个任务程序的运行是根据在运行程序中应用“RUN(运行)命令”,对必须并行处理执行的程序开展启用来完成的。这时,运行程序的程序称之为“母程序”,被运行的程序称之为“子程序”。以上实例中,从程序A根据RUN命令运行程序B,二者与此同时执行。这时,程序A为程序B的“母程序”,程序B为程序A的“子程序”。智能YAMAHA雅马哈机械手型号由于LCMR200可以通过程序来变更停止位置,实现了“无换产调整作业”,因此我们收到了预期效果。

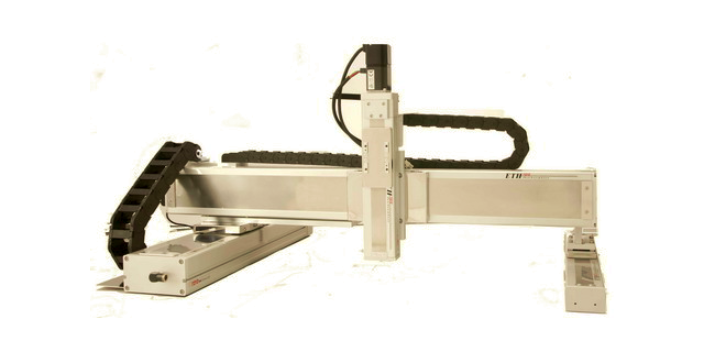
直交机器人双机械臂螺丝紧固与涂胶装置这是X轴采用螺母旋转型单轴机器人的可进行异步动作的双机械臂直交机器人。在发动机的汽缸盖、变速箱等需要同时在对角位置紧固螺丝等作业中也可以发挥极高的效率。[直交机器人NXY-W]高生产量的组装生产线雅马哈PAS速度表组装(2)线性传送模组LCM100可以实现不会发生临时暂停的快速搬运生产线。宣传视频从设备视点为您提供合适的解决方案从搬运到单轴、直交、水平多关节、垂直多关节机器人、视觉系统,自动化生产线所需要的全部机器人产品系列雅马哈准备齐全,可为您提供实现丰富多样的自动化的解决方案。从引入到售后服务全部由雅马哈发动机公司负责。为您提只有供统一制造商才有的放心服务。
母程序与子程序执行时的常见问题应用RUN命令启动子程序时,必须留意以下几个方面。母程序若执行前行/后退,子程序也同歩执行前行/后退。*母程序需执行前行/后退时,必须在监控画面中完毕子程序后,再执行前行/后退。*子程序需执行前行/后退时,只必须挑选子程序执行前行/后退,不用完毕母程序。执行后退时,*执行姿势命令。在母程序与子程序中间应用存储器同歩执行后,在后退执行里将不同歩后退,这时母程序和子程序**执行后退。等候子程序完毕后,期待运行其他子程序时,应用存储器命令和等候命令按如下图所显示方法开展步态分析。下例中,早已在程序A的第7行中示教等候0.01 sec。这是由于在程序B中从执行R[1]=1后到程序运行完毕截止,必须消耗一定的解决時间。若在程序A中省去第7行的等候0.01 sec,则在执行第8行程序的时候会产生不正确警报。多个任务运行监管雅马哈线性传送模组 替代自由流动式传送机、带式传送机的新一代搬运系统——线性传送模组。
视觉检测系统分析(1)基本原理机器视觉检测系统通常采用CCD(ChargeCoupledDevice)照相机摄取检测图像,将其转化为数字信号,再采用先进的计算机硬件与软件技术对图像数字信号进行处理,从而得到所需要的各种目标图像特征值,并在此基础上实现模式识别,坐标计算,灰度分布图等多种功能。机器视觉检测系统能够根据其检测结果快速地显示图象,输出数据,发布指令,执行机构可以配合其完成位置调整,好坏筛选,数据统计等自动化流程。与人工视觉相比较,机器视觉的比较大优点是精确,快速,可靠,以及信息数字化。机器视觉系统主要由三部分组成:图像的获取、图像的处理、输出显示。图像获取设备包括光源、摄像机等,其中关键部件CCD是由分布于其上的各个像元的光敏二极管的线性阵列或矩形阵列构成,通过顺序输出每个二极管的电压脉冲,实现将图像光信号转换成电信号的目的。输出的电压脉冲序列可以直接以RS-170制式输入标准电视显示器,或者输入计算机的内存,进行数值化处理。CCD是现在**常用的机器视觉传感器。图像处理设备包括相应的软件和硬件系统。输出设备与过程相连,包括监视界面,过程控制器和报警装置等。摄像数据通过计算机对标准和故障图像的分析和比较雅马哈“LCM100”的特点是可以进行高速且精密的动作。自动化YAMAHA雅马哈两轴机器人
使用雅马哈YK-TW时,搬运重量:5kg与同等机型相比,可实现*大 5kg 的搬运重量。工业YAMAHA雅马哈组合机器人价格
机器视觉技术作为计算机科学的一个重要分支,在近三十年中有迅猛的发展。由于机器视觉系统可以快速获取大量信息自动进行数据处理,易于同设计信息及加工控制信息集成,因此,在现代自动化生产过程中,机器视觉系统被***用于工况监视、成品检验和质量控制等领域。机器视觉系统的特点是可以提高生产的柔性和自动化程度。在一些不适合人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;另外,在大批量工业生产过程中,用机器视觉系统检查产品质量显然要比人工方式速度快,精度高,而且可以**提高生产效率和生产自动化程度。另外,机器视觉系统便于信息集成,是实现现代工业自动化的基础技术。***行业包装生产线的自动化程度很高,机器包装好的烟盒以每分钟500盒/分钟的速度经传送带输出。目前,绝大多数生产线还是采用人工筛选包装不合格的产品。如果用视觉识别系统取代人工进行在线检测,不仅可以减轻工人劳动强度,而且将减少次品和提高生产效率。但是,机器视觉系统也有它的局限性,因此,对于不同的检测对象要具体分析,采取不同的检测方案。工业YAMAHA雅马哈组合机器人价格
- 自动化YAMAHA雅马哈单轴机器人价格 2024-08-13
- 智能YAMAHA雅马哈单轴机器人型号 2024-08-13
- 自动化YAMAHA雅马哈机器人直供 2024-08-13
- 雅马哈直交机器人直供 2024-08-13
- 工业雅马哈单轴机器人供应 2024-08-13
- 工业雅马哈线性传送模组LCMR200 2024-08-13
- 智能雅马哈两轴机器人型号 2024-08-13
- 日本YAMAHA雅马哈直线电机代理 2024-08-13
- 智能YAMAHA雅马哈直交机器人华东地区代理 2024-08-12
- 工业YAMAHA雅马哈单轴示教器产品手册 2024-08-12
- 日本YAMAHA雅马哈机械手型号 2024-08-12
- 智能YAMAHA组合机器人代理 2024-08-12