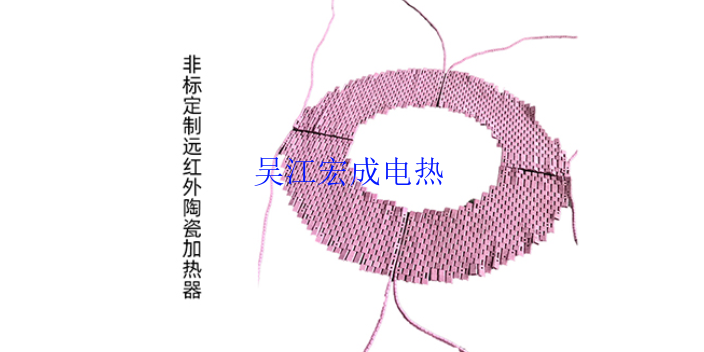
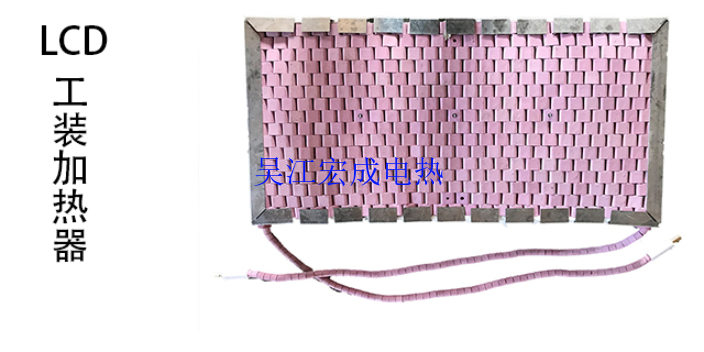
连接导线应采用多股铜芯线,连接接头用500A铜脚头,并用液压钳压紧。框架加热器主要应用布置于球罐、卧罐等大型压力容器的内部,对工件进行整体热处理,也可用于各种电加热炉内作为优良高效发热源。外壳材料:304不锈钢外型尺寸:1000mm*450mm*80mm工作电压:220V额定功率:10kw极限工作温度:1000℃产品规格和主要技术指标产品型号额定电压(V)额定功率(KW)极限工作温度(℃)发热面尺寸(mm)LCD-220-660×330LCD-220-1320×165LCD-220-02640×LCD-220-430×520LCD-220-860×260LCD-220-1720×130LCD-110-30×165LCD-110-260×LCD-110-15×330LCD-110-30×250LCD-55-×LCD-55-×165SCD-SCD-SCD-271050图片展示:履带式加热器工装加热片直角式加热器履带式加热器绳状式加热器对开式电加热器履带式加热片箱式加热器低电压加热器框架式整体热处理加热器远红外陶瓷加热器履带式陶瓷加热器埋入式陶瓷加热器陶瓷加热器有二大类:一类是陶瓷片,制造方式:用不锈钢皮做外壳,内有较高绝缘耐火程度的陶瓷内穿上电阻丝,再用机械绞制成型,接通电源,即可使用。另一类是埋入式,制造方式:采用具有辐射的釉层,热性能良好的陶瓷作为基体,高质量的镍铬合金丝一次性烧制而成。SCD绳式远红外电加热器。苏州实验室履带式加热器类型

根据热处理工件将所需的履带式陶瓷电加热器用不锈钢丝相联接起来(两间距一般不应超过壁厚)然后覆盖在加热工件上,用不锈钢丝或不锈钢带捆扎紧陶瓷电加热器,不使电加热器局部悬离工件,以免加热器悬离部份热量传导过慢而烧坏。另外要注意加热器不能相互重迭放置,否则加热器将很快烧坏。在热处理时加热器上必须铺设保温层,否则会出现因热量大量散失而温度上不去的现象。保温材料我们提倡采用硅酸铝纤维针刺毯保温层厚度取50-80毫米、宽度根据加热器宽度而定。一般为加热器宽度的一倍左右。保温层覆盖在加热器上面,然后用铁丝或扁钢带扎紧、加热器的引丝(即导线)不能包在保温层内,以免绝缘层熔化造成短路。容器大工件反面也应尽量铺设相应的保温层,固定方法根据使用现场决定,容器工件反面也应尽量铺设相应的保温层,固定方法根据使用现场决定、有条件情况下采用工装,总之因地制宜采取措施。注意加热器两面不能同时铺设保温层、哪怕一小块地方也不行。内蒙古履带式加热器批发焊缝热处理的加热器。
二.确定副加热带的热处理工艺副加热带的热处理工艺参数包括副加热带中心位置距主加热带的距离(wdcb)、副加热带最高温度(ta)和副加热带宽度(wahb);步骤3.副加热带中心位置距主加热带的距离(wdcb)的确定建立有限元模型,进行焊接及热处理模拟,采用步骤2所确定的热处理工艺曲线及关键工艺参数,查看热处理保温过程轴向应力(回转结构)或横向应力(平板结构)变化结果,确定产生压应力的中间位置wdcb,产生压应力的中间位置wdcb距离焊缝中心为wphb上述技术方案中,通过建立有限元模型,进行焊接及热处理模拟,采用步骤2所确定的热处理工艺曲线及关键工艺参数。查看热处理前后热处理消除残余应力的效果,以优化热处理工艺参数。待得出优化后的热处理工艺参数后,查看热处理过程中尤其保温过程轴向应力(回转结构)或横向应力(平板结构)变化结果,确定产生压应力的中间位置。对于补强板焊缝、合拢焊缝等的局部热处理,产生压应力的区域距离焊缝中心为wphb步骤4.副加热带最高温度(ta)的确定在步骤3所确定的副加热带的中心wdcb位置,先假设副加热带的宽度为主加热带的宽度,比较不同保温温度下热处理后应力的分布情况,从而确定副加热带最高温度ta;进一步地。
对于圆形补强板采用六段三次分段对称热处理,对于方形补强板采用四段二次分段对称热处理。进一步地,所述合拢焊缝的径厚大于500时,采用分段对称热处理:将整个圆周分为对称的几段,进行对称热处理。一般地,由于功能上的需要,需要在压力容器上开孔焊接各种功能的接管,开孔削弱了容器的局部强度。工程上通过补强来解决强度不足的问题,补强板作为补强方式的一种。对于超大压力容器,比较大开孔直径达8~10m,此类开孔所需的补强板尺寸、壁厚较大。根据形状可以分为两类补强板:圆形补强板和方形补强板。这两类大型补强板与筒体的对接焊缝通常采用“牛眼”式加热,补强板沿轴向方向的焊缝位置是热处理过程中变形比较大的部位,此部位是易产生裂纹的危险位置。为了减缓热处理过程中轴向方向的变形不协调,采用分段热处理,对于“圆形”补强板采用六段三次分段对称热处理,对于“方形”补强板采用四段二次分段对称热处理。对于管道环焊缝,此类焊缝通常采用整圈一次热处理即可。对于压力容器的筒体合拢焊缝,综合考虑壁厚和直径,可以选择整圈一次热处理。对于径厚比较大的合拢焊缝,宜采用分段对称热处理,具体为将整个圆周分为对称的几段,进行对称热处理。履带式陶瓷电加热器。

内部外壳的空气温度会受到连接在电气终端上的加热元件的引脚的影响。当足够的电流通过它们时,引脚和其他电源连接可以作为单个的“小”加热器,并可以明显地提高外壳内的温度。(参见watlow的“更好地预测终端外壳温度以提高加热器可靠性”白皮书)2,一旦确定了初步的t-码,电气工艺加热器的设计者必须回答一个重要的问题:初步的t-码是否比客户指定的t-码更冷,还是更热?那个问题的答案是加热器发展的重要指南。如果它比规格更酷,则继续使用冷却器的t代码。如果它是相同的,然后继续与客户指定的t代码。如果初步的t-code是热的,那么拟议的设计不符合客户的要求。在这一点上,设计的改变必须考虑满足客户指定的t代码。3,极后一步是验证外壳的服务温度等级不会被超过。评估极高表面温度,即使达到指定的t-code温度限制,也不会超过外壳的使用温度等级。这将确保所有的内部外壳组件适合预期的极坏情况的温度。使用温度超过极高值的外壳会引起两个问题。首先,有潜在的安全风险,因为加热器将在超过其额定温度的工作温度下运行。如果点火发生在高温下,外壳的完整性可能失效,不包含爆破事件。另外,当温度超过内部元件额定值时,元件降解的机率较高。履带式电加热器厂家。苏州实验室履带式加热器类型
电加热器的生产厂家。苏州实验室履带式加热器类型
副加热带最高温度为主加热带热处理的保温温度的40~60%。步骤5.副加热带宽度(wahb)的确定在步骤4的基础上,改变副加热带的宽度,确定比较好的副加热带宽度,副加热带宽度wahb为:上述技术方案中,在步骤4的基础上,改变副加热带的宽度,确定比较好的副加热带宽度。一般而言,副加热带宽度为:由此完成比较好的副加热带热处处理工艺的确定。三.优化主副加热局部热处理工艺步骤6.主副加热带调控在得到主、副加热带的热处理工艺后,通过数值模拟研究副加热带升温时间的影响,确定副加热带升温时机,副加热带升温时机为副加热带较主加热带延后升温;上述技术方案中,在得到较优的主副加热带热处理工艺后,通过数值模拟研究副加热带升温时间的影响,确定比较好的热处理工艺。升温时间主要包括主、副加热带同时升温和副加热带延后升温。通过研究发现,副加热带延后升温效果较佳。具体的局部热处理方法为:首先,对焊缝部位的主加热带进行升温至保温温度,主加热带开始降温时副加热带升温,主加热带温度降至100~150℃后副加热带开始降温。进一步地,还包括热处理的实施,具体为:四.热处理的实施步骤7.热处理实施根据所确定的热处理方案。苏州实验室履带式加热器类型