EWS刀座种类齐全,有固定刀座,动力刀座,VX快速更换接头刀座,滚齿刀座,拉槽刀座,直型偏心,右向后置,右向双头,角度可调式,切割锯式,速度增快型,力矩增强型,滚齿刀座,旋风铣刀座等等。标准转速6000转,标准内冷80Bar!连接符合意大利DUPLOMATIC公司DIN1809,德国SAUTER公司...
刀座基本参数
- 品牌
- 埃维斯刀座技术(太仓)有限公司
- 型号
- 齐全
- 适用机床
- 齐全
- 材质
- 齐全
刀座企业商机
动力刀座指的是安装在动力刀塔上、可由伺服电机驱动的刀座。这种刀座一般应用在车铣复合机上,也有少数可应用在带动力刀塔的加工中心上。 优点在于可轻易地在同一机台上做复杂零件的加工,可同时进行车削、攻牙、钻孔、端面切槽、侧面铣削、侧面切槽、角度钻孔、曲线铣削等。很多的数控机床上面都是会搭载有一些专门的动力刀座组的,动力刀塔就是一种可以将多多组刀具进行组合组装,形成可以稳定并且灵活运行一种一种加工工具,在现在的机床设备上十分常用。虽然动力刀塔具有很好的加工效果,安装在数控机床上可以很好的提升设备的加工能力。双头刀座在提高生产效率、降低成本方面具有明显优势,是现代化加工车间的理想选择。上海机床刀座购买
动力刀座在现在的使用是十分广的,时间长了动力刀座的皮带轮难免会呈现磨损,开裂等现像,所以换皮带轮也称的上是技能活。为用户简单介绍下换皮带轮时注意哪些。卸下皮带轮箱盖、松开固定电机板的4个内六角螺丝、松开定位螺栓,降下电动机减轻皮带的张力、用固定扳手一边固定皮带轮垫圈,一边拧紧固定螺丝、即将替换的皮带轮各装入电动机轴和主轴上、装上皮带轮垫圈及固定螺丝、承认皮带的张力边用定位螺栓提起电动机,调理皮带张力、安装皮带轮箱盖以上是替换皮带轮的具体操作过程,期望能够帮到大家。车床刀座采购车床刀座在切削难加工材料时,切削刃受热影响较大。
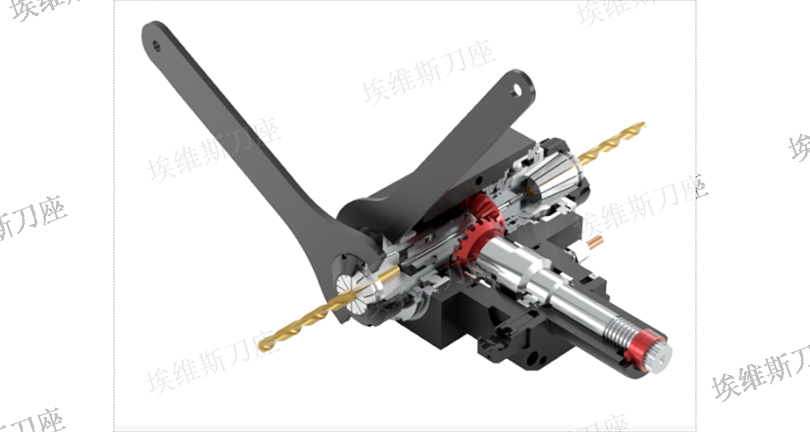
紧凑而稳定,这就是EWS万向刀座所展现的特色。配备了Cylkro传动装置的回转模块比标准模块回转头短17mm,尤其是在0°到45°的回转范围内为切削工具区域提供更大的灵活性。回转单元覆盖角度可达+/-92°。在旋转过程中,直接供应冷却液,接触面到回转轴的距离在48mm以上。即使是高可达70bar的高压内冷装置也可在不改变外部尺寸的情况下集成到模块中。极限速度为6000转/分,max可传输扭矩为16Nm,切削刀具max直径限于10mm。万向刀座主要适用于钻孔或轻质铣头。EWS为需要高扭矩和高功率的情况提供TKW系列。这些角度固定的刀座是为各个角度范围专门定制的。标准角度从15°到75°,每15°为一级,这是Uhinger公司的标准型,因此通常是现货供应。
车床动力刀座较为大的优点体现在如下方面:1、通过可调式锥形喷嘴高速喷出冷却液实现内冷,并且新型的夹紧装置具有快速调整功能。2、多种密封设计,更优化的轴承结构,采用滚针轴承,具有更好的承载力。3、做工精良,装配精密,保障了刀座的精度。4、各表面都经过硬化处理。5、刀座内有油脂填充润滑,使用寿命更长。6、刀座的整体化设计,具有高刚性的系统结构。7、不同的产品规格,在各种工况下都能达到理想的切割状态。一台车床动力刀座即可完成一个零件的所有加工流程,符合的一机多用的加工概念。所以使用车床动力刀座是任何一家加工工厂必备的工具。滚刀座具有多种不同的类型和规格,以满足不同行业和加工需求。
动力刀座在使用的过程中出现问题,这是买卖双方都不愿看到的。随着动力刀座使用年限的增长,出现故障也是在所难免的。动力刀座是机床的重要部件之一,在机床加工上扮演着举足轻重的角色。如果动力刀座出了故障,请及时停止机床的使用,不要让小问题变成大问题。然后,找出出现故障的原因,并排除故障。定要维修好后方可正常使用。如有不懂的地方,敬请参考动力刀座说明书之”故障检修表”。如出现故障不是检修表之内 ,或者不会维修的,敬请致电动力刀座生产商,或者找专业的人员维修。切记,一定要将动力刀座维修好方可正常工作。刀座的材料和结构设计都会影响到刀具的性能和寿命。上海EWS固定刀座哪家质量好
插槽刀座的设计使其在高速运转时仍能保持稳定性和精度。上海机床刀座购买
动力刀座主要分为气动钻孔动力刀座,伺服钻孔动力刀座和伺服攻丝动力刀座。气动钻孔动力刀座:在没孔的工件上钻个孔出来,适合加工小孔,回转速高,精密度高,进给力小,重量轻,容易安装,方便使用,节约成本,比较适合做专机或者倒角去毛刺使用。气压式进给不是很稳定,所以进给的时候需要加装稳速器。而且不能加工硬度比较硬的材质。气压式为动力推进加工,马达回转配合转速,为回转切削动力。现在刀座的种类繁多,标准化程度低,选型时应尽量减少种类、型式,以利于管理。上海机床刀座购买
与刀座相关的文章
德国刀座厂家
- 安徽数控车床刀座怎么样 2024-06-15
- 江苏内圆刀座供应商 2024-06-15
- 安徽端面刀座哪家优惠 2024-06-15
- 浙江内孔刀座批发 2024-06-15
- 0度动力刀座生产厂家 2024-06-15
- 浙江0度动力刀座型号 2024-06-15
- 江苏EWS车刀座采购 2024-06-15
- 江苏Capto刀座哪家优惠 2024-06-15
- EWS外圆刀座哪里有 2024-06-15
- EWS车刀座批发 2024-06-15
- 镗孔刀座哪里有 2024-06-15
- 浙江数控车床刀座生产公司 2024-06-15

与刀座相关的新闻
-
江苏EWS刀座供应 2024-06-14 20:37:44刀座还具有防滑设计,通常在底部配备防滑垫,以确保刀座在使用过程中保持稳定。这种设计可以避免刀座在使用过程中滑动或倾斜,从而减少意外伤害的风险。此外,刀座还可以起到整理厨房空间的作用。通过将刀具集中放置在刀座上,可以有效地减少杂乱和混乱,使厨房更加整洁和有序。总的来说,刀座的多功能设计和实用性使其成为...
-
上海埃维斯刀座报价 2024-06-14 21:05:16目前动力刀座使用中遇到的问题1:动力刀座刚性不够,重复定位精度低,工艺转换时,调整时间长,造成机床利用效率低下。2:动力刀座只能用ER弹簧夹头夹持工具,由于ER夹头带来的误差叠加,造成刀座加工精度受限。另外,由于ER夹头的夹紧力有限,夹持Ø16以上的刀杆时,刀具容易打滑,刀尖的跳动也比较...
-
浙江多头刀座经销商 2024-06-14 23:03:32动力刀座具有如下特点:刀座采用整体式设计,刀座刚性好,精度高。采用带预紧的双圆锥滚子轴承,交采用角接触球轴承的刀座有更大的过负载能力和较长的寿命。快换接口可以兼容ER夹头,第三代动力刀座可以兼容第二代刀座,既可以保护客户先前的投资,又能兼顾今后的技术拓展。这种接口的动力刀座在世界有名的车...
-
0度刀座生产公司 2024-06-14 21:05:13刀座在机械加工中扮演着至关重要的角色。它不仅能够固定刀具,确保刀具在加工过程中的稳定性,避免晃动或位移,从而提高加工的精确度和工作效率;还能够调整刀具的切削位置和方向,以满足不同切削需求,实现更精确的切削。考虑刀座的通用性和灵活性:为了满足不同加工任务的需求,刀座应具有一定的通用性和灵活...
与刀座相关的问题
新闻资讯