目前动力刀座使用中遇到的问题1:动力刀座刚性不够,重复定位精度低,工艺转换时,调整时间长,造成机床利用效率低下。2:动力刀座只能用ER弹簧夹头夹持工具,由于ER夹头带来的误差叠加,造成刀座加工精度受限。另外,由于ER夹头的夹紧力有限,夹持Ø16以上的刀杆时,刀具容易打滑,刀尖的跳动也比较...
刀座基本参数
- 品牌
- 埃维斯刀座技术(太仓)有限公司
- 型号
- 齐全
- 适用机床
- 齐全
- 材质
- 齐全
刀座企业商机
伴随着加工件的日益复杂化、精度等级以及加工效率的提高,多轴向、高转速成为工具机必备的条件。动力刀座是用来加工金属孔径的装置,具有精度高,性能稳,刚性好的优势,深受工程机械行业人士的青睐与厚爱。动力刀座品类很多,主要有攻丝动力刀座和钻孔动力刀座两类。相对某些加工机械来说,动力刀座的价格比较高,因此,在延长动力刀座使用寿命,让它为我们创造更大的价值就十分必要了。动力刀座扭矩不足的解决方法:更换损坏的齿轮,重新安装减速机和马达,恢复动力刀座,钻机恢复正常工作。双头刀座的设计和制造工艺要求严格,需经过精密的加工和检测流程,确保产品质量。上海Varia刀座质量怎么样

对于刀座的使用,要求不可以在冷却液还没有开启的状况下就进行使用,因为对于这样的操作,其内部油封就可能遭到比较快速的磨损,以至于使动力刀座的使用状况受阻。而我们在使用的时候,为了避免出现刀座的内部的机件遭到比较严重的磨损或者是是内部的油封遭到破坏,还要对冷却液在使用之前进行过滤处理,而处理的方法就是在其内部安装上过滤装置。在使用的时候,动力刀座的额定转数是有着一定的使用要求的,因此上我们在使用的时候也不可以超过规定的额定的转数,对于刀座大的容许水压,在使用的时候也要按照使用的要求进行使用,但是使用的刀具一定是中心出水刀具。浙江滚齿刀座公司咨询在选择刀座时,需要考虑加工需求、成本、维护等多个因素,以确保选择的刀座能够满足要求。
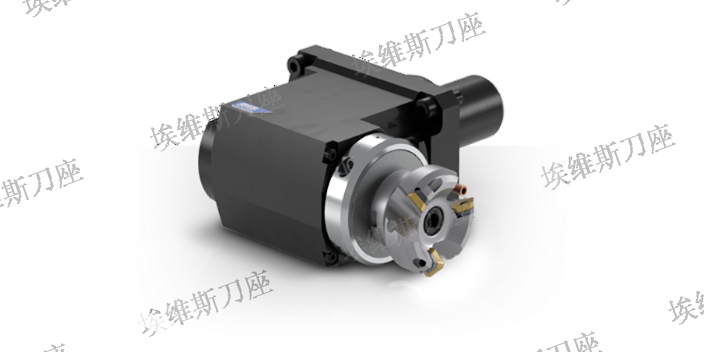
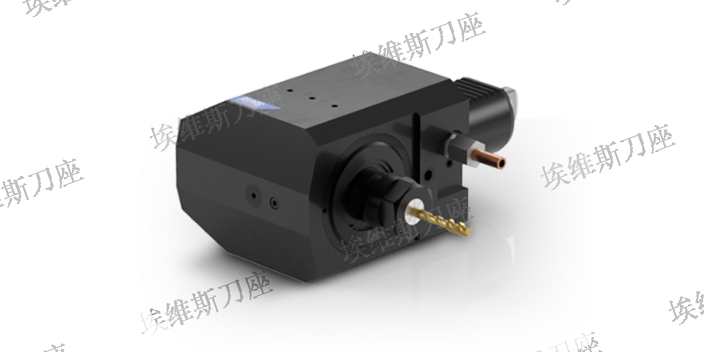
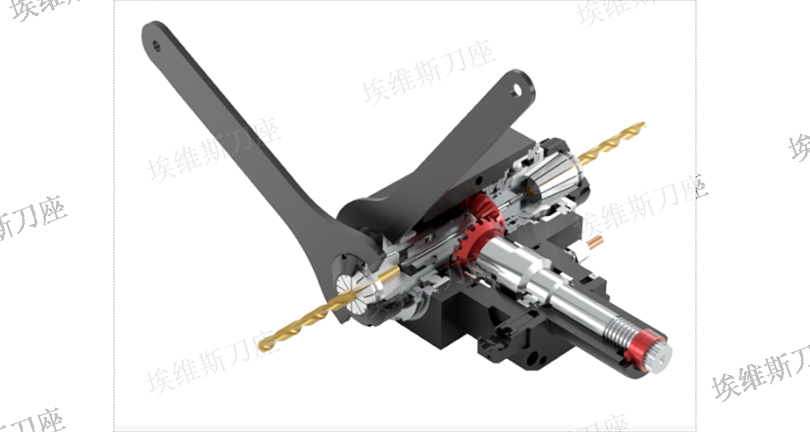
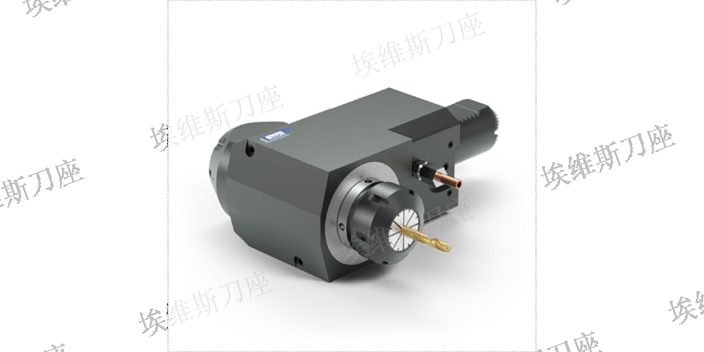
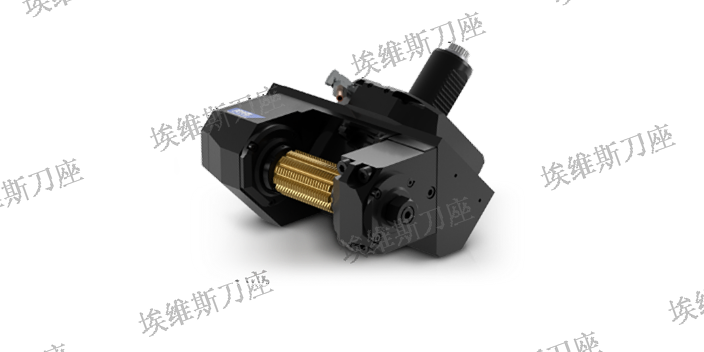
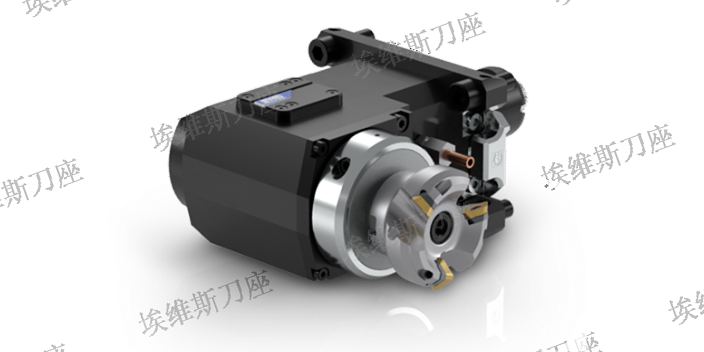
紧凑而稳定,这就是EWS万向刀座所展现的特色。配备了Cylkro传动装置的回转模块比标准模块回转头短17mm,尤其是在0°到45°的回转范围内为切削工具区域提供更大的灵活性。回转单元覆盖角度可达+/-92°。在旋转过程中,直接供应冷却液,接触面到回转轴的距离在48mm以上。即使是高可达70bar的高压内冷装置也可在不改变外部尺寸的情况下集成到模块中。极限速度为6000转/分,max可传输扭矩为16Nm,切削刀具max直径限于10mm。万向刀座主要适用于钻孔或轻质铣头。EWS为需要高扭矩和高功率的情况提供TKW系列。这些角度固定的刀座是为各个角度范围专门定制的。标准角度从15°到75°,每15°为一级,这是Uhinger公司的标准型,因此通常是现货供应。
在数控车床上进行螺纹加工时,通常采用一把刀座进行切削。在加工大螺距螺纹时,因磨损过快,会造成切削加工后螺纹尺寸变化大、螺纹精度低。各把刀座在对X轴时,机床显示的数字各不相同。一定要记录好各实际数据。在退出X轴后,多把螺纹切削X轴进刀的数据一定要相同,不能有差异。在切削过度中承受很大的压力,有时在冲击和振动条件下工作,要使其不崩刃和折断,材料必须具有足够的强度和韧性,一般用抗弯强度表示材料的强度。在加工过程中,当粗车刀片磨损到极限后,把精车刀片换到粗车上,精车重新换新刀片。这样能在保证螺纹切削加工精度的同时,也降低费用。该方法关键取决于对粗、精螺纹的对刀精度。使用前确认内外部喷水处无阻塞;运转前需先供水避免过热;为避免动力内部机件过度磨损或油封损坏,冷却液需要有适当的过滤装置;不要再没有开启冷却液的情况下使用,内部油封可能快速磨损;双头刀座的设计使得同时装夹两把刀具,实现快速换刀,提高加工效率。

刀座的保养和更换是怎样的?要及时更换损坏或磨损的刀座,有利于将运行成本较小化。更换刀座时应小心谨慎,并严格遵照规定进行。必须使用正确的工具,并严格遵循检修周期。如果刀座保养充分,正确更换可能只需要几分钟时间。注意事项:1、刀座必须始终保持较好状态,所以建议每天内多次检查其磨损状况。2、使用铣刨鼓转动装置,可以将铣刨鼓转动到可以轻松拆装刀具和刀座的位置。刀座主要由两部分组成:焊接在铣刨鼓上的基座和通过快拆紧固螺丝与基座连接的上刀座。针对不同的加工需求,有各种不同类型的刀座可供选择,需要根据实际情况进行合理搭配。浙江双头刀座种类
插槽刀座的精确度和持久性使其成为许多行业的重要工具,为各行业带来便利和效益。上海Varia刀座质量怎么样
使用动力刀座要注意哪些问题?动力刀座指的是安装在动力刀塔上、可由伺服电机驱动的刀座。这种刀座一般使用在车铣复合机上,也有少量可使用在带动力刀塔的加工中心上。动力刀座的额外大的转数也是有必定的使用的要求的,因而上使用时不要超越额外的大的转数。关于使用的大的容许水压,也要依照动力刀座的使用要求来进行。在使用动力刀座的时候,如果调配使用上止水桶夹或者是止水螺帽,会使动力刀座的使用寿数得到延伸。以上就是关于动力刀座的介绍。上海Varia刀座质量怎么样
与刀座相关的文章
江苏内圆刀座供应商
- 安徽端面刀座哪家优惠 2024-06-15
- 浙江内孔刀座批发 2024-06-15
- 浙江0度动力刀座型号 2024-06-15
- 江苏EWS车刀座采购 2024-06-15
- 江苏Capto刀座哪家优惠 2024-06-15
- EWS外圆刀座哪里有 2024-06-15
- 镗孔刀座哪里有 2024-06-15
- 浙江数控车床刀座生产公司 2024-06-15
- 安徽EWS刀座厂 2024-06-14
- 浙江径向刀座生产商 2024-06-14
- 插槽刀座厂 2024-06-14
- 江苏EWS刀座供应 2024-06-14
与刀座相关的产品
与刀座相关的新闻
-
江苏多头刀座生产公司 2024-06-14 20:37:41刀座是刀具保养和清洁的重要组成部分,正确的维护和清洁可以延长刀具的使用寿命并保持其良好的性能。以下是一份刀座的维护和清洁指南,帮助您正确地保养和清洁刀座。1.定期清洁:每次使用完刀具后,应该立即清洁刀座。使用温水和中性洗涤剂轻轻擦拭刀座表面,确保将所有污垢和残留物去除干净。避免使用含有酸...
-
江苏内孔刀座哪里有卖 2024-06-14 21:05:13避免超重刀具:严禁装入超重、超长的刀具,以防掉刀或刀具与工件、夹具等发生碰撞。注意温度变化:如果工作环境温度较高,应选择适合高温环境的润滑脂和其他材料。防止腐蚀:在潮湿环境中使用刀座时,应采取额外措施保护刀座,如使用防锈油或防腐剂。避免化学损害:避免使用腐蚀性强的清洁剂清洗刀座,以免损害...
-
浙江Varia刀座哪个牌子好 2024-06-14 22:04:47刀座市场的发展趋势和前景展望一直备受关注。随着科技的不断进步和人们对刀具需求的增加,刀座市场正呈现出一系列有利的发展趋势。首先,随着制造业的快速发展,刀具在各个行业中的需求量不断增加。无论是汽车制造、航空航天、能源领域还是家电制造,刀具都是不可或缺的工具。因此,刀座市场将受益于这些行业的增长,并有望...
-
安徽德国刀座厂家直销 2024-06-14 21:05:20选择适合自己的刀座是一项重要的任务,因为它直接关系到我们在日常生活中使用刀具的便利性和安全性。在选择刀座时,我们需要考虑以下几个因素。首先,刀座的材质是一个重要的考虑因素。常见的刀座材质包括塑料、木材和金属等。塑料刀座轻便且易于清洁,适合家庭使用;木制刀座具有自然美感,但需要定期保养;金属刀座坚固耐...
与刀座相关的问题
新闻资讯
产品推荐
-
插槽刀座厂
2024-06-14 -

江苏EWS刀座供应
2024-06-14 -
上海埃维斯刀座报价
2024-06-14 -
浙江多头刀座经销商
2024-06-14 -
0度刀座生产公司
2024-06-14 -
浙江90度动力刀座哪里有
2024-06-14 -
江苏多头刀座生产公司
2024-06-14 -
江苏内孔刀座哪里有卖
2024-06-14 -
浙江Varia刀座哪个牌子好
2024-06-14