成型本方法与铆焊法类似,将凹状的焊头压着于塑胶品外圈,焊头发出超音波超高频振动后将塑胶溶融成形而包复于金属物件使其固定,且外观光滑美观、此方法多使用在电子类、喇叭之固定成形,及化妆品类之镜片固定等。点焊A、将二片塑胶分点熔接无需预先设计焊线,达到熔接目的。B、对比较大型工件,不易设计焊线的工件进行分点焊接,而达到熔接效果,可同时点焊多点。切割封口运用超音波瞬间发振工作原理,对化纤织物进行切割,其优点切口光洁不开裂、不拉丝。高周波与超声波是不同的两个概念,高周波是指频率大于100Khz的电磁波,超声波是指频率超过20千赫兹的声波。高周波的焊接原理、熔接原理与超声波也是不一样的,高周波是利用高频电磁场使物料内部分子间互相激烈碰撞产生高温达到焊接和熔接的目的,而超声波是利用摩擦生热的原理产生大量的热量达到焊接和熔接的目的。超声波焊接技术的发展需要**、企业和学术界的共同努力和合作,才能取得更大的成果和进展。四川超声波焊接设备技术指导
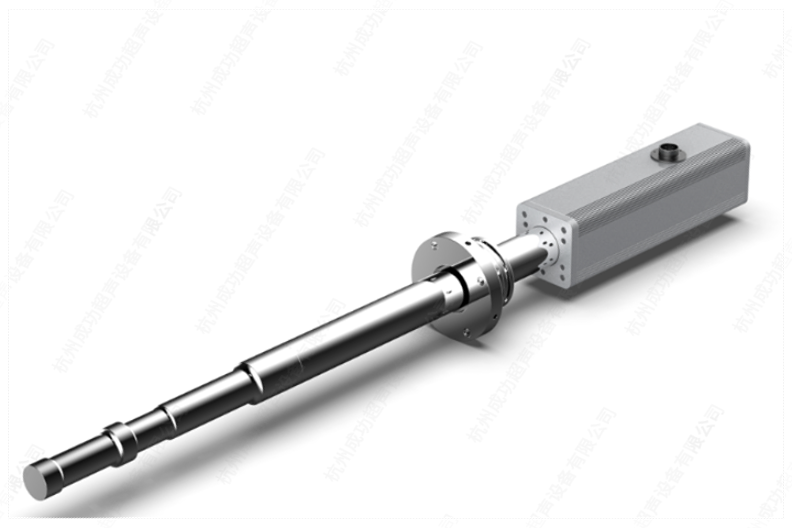
在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。是一种快捷,干净,有效的装配工艺,用来装配处理热塑性塑料配件,及一些合成构件的方法。它取代了溶剂粘胶机械坚固及其它的粘接工艺是一种先进的装配技术!超声波焊接不但有连接装配功能而且具有防潮、防水的密封效果。超声波设备一、超声波的优点:1,节能2,无需装备散烟散热的通风装置3,成本低,效率高4,容易实现自动化生产!二、超声波焊接机的工作原理!超声波焊接装置是通过一个电晶体功能设备将当前50/60Hz的电频转变成20KHz或40KHz的电能高频电能,供应给转换器。转换器将电能转换成用于超声波的机械振动能,调压装置负责传输转变后的机械能至超声波焊接机的焊头。焊头是将机械振动能直接传输至需压合产品的一种声学装置!!振动通过焊接工作件传给粘合面振动磨擦产生热能使塑胶熔化,振动会在熔融状态物质到达其介面时停止,短暂保持压力可以使熔化物在粘合面固化时产生个强分子键,整个周期通常是不到一秒钟便完成,但是其焊接强度却接近是一块连着的材料!!江苏超声波焊接设备工具头超声波焊接技术的推广和应用需要**、企业和学术界的共同努力和支持。

工作准则物体振动时会发出声音。科学家称每秒振动的次数是以赫兹为单位的声音频率。人耳可听到的声波频率为16 HZ~20 kHz(千赫)。因此,当物体的振动超过某一频率,即高于人的听觉阈值上限时,人们就无法听到它。这种声波称为"超声波"。医学诊断中常用的超声频率为1~5 MHz。虽然人类听不到超声波,但很多动物都有这种能力。它们可以用超声波"导航"、寻找食物或躲避危险物体。在夏夜,你可能会看到许多蝙蝠在院子里来回飞来飞去。它们为什么不在没有光的情况下飞行时迷路呢?原因是蝙蝠可以发射2到1000000赫兹的超声波,就像活跃的"雷达站"一样。蝙蝠使用这种"雷达"来判断昆虫或障碍物在飞行前是否在飞行。
表示简单的对接焊连接和有能量导向部分的理想连接的时间--温度曲线.能量导向部分允许迅速焊接,同时达到比较大的强度.在导向部分的材料如图示在整个结合区内流动. 图22:表示焊前按要求比例设计能量导向部分改进对接焊与导致的材料流动.工件尺寸的选择应是如图示能量导向部分熔化后足够分布于结合面之间,通常,对于易焊的树脂能量导向部分**小高度为0.010英寸(0.25毫米).对于某些需要高能量的树脂,即结晶型、低刚度或高熔化温度的非晶型(例如聚碳酸酯、聚砜)树脂,需要较大的能量定向部分,其**小高度为0.020英寸(0.5毫米).在工件之间对齐的方法,例如销钉和插口,应包括在工件设计中. 必须指出,为熔剂焊封所作的设计一般可以修改,以符合超声波焊接的要求.超声波焊接具有高能量密度、瞬间加热和局部熔化的特点,从而实现高质量的焊接接头。

超声波焊接机整机特点:1.自动追频,采用高性能防干扰微处理器,实现电子操控化,熔接操控全部的参数经由微电脑进行管理。2.智能化频率控制系统,免去手动调频之不便,音波过载自动检测,自动调节频带,实时跟踪谐振点。3.机器运行更稳定,振动组温度保持低点,焊头温度升高跟随的频率变化,机器自动进行调整。4.出力强劲稳定,数子电路智能芯片控制,德国IGBT模块,移相全桥扑,输出稳定强劲。5.更换焊头,焊头固定牢固后自动检测跟踪新焊头的频点。异常自动停机,降低产品不良率,防止机器损坏。6.换能器采用原装日本进口NTK压电陶瓷晶片,功率输出强劲。7.操作简单,四点式平衡调节,简易调节焊头水平;8.采用涡轮转动轻松调节机身行程,解决了常规机调节高度的弊端;9.自设焊模工场,采用美国航天7075铝合金材质,经久耐用超声波焊接技术的发展将为人类文明的进步做出重要的贡献。江苏超声波焊接设备工具头
通过换能器将电能转换成机械振动能,调压装置负责传输转变后的机械能至超声波焊接机的焊头。四川超声波焊接设备技术指导
影响超音波焊接的因素说起热塑塑料的可焊接力,不能不说到超音波压合对各种树脂的要求。其**主要的因素包括聚合物结构,熔化温度、柔韧性(硬度)、化学结构。聚合物结构非结晶聚合物分子排列无序、有明显的使材料逐步变软、熔化及至流动的温度(Tg玻璃化温度)。这类树脂通常能有效传输超音速振动并在相当***的压力/振幅范围内实现良好的焊接。半结晶型聚合物分子排列有序,有明显的熔点(Tm熔化温度)和再度凝固点。固态的结晶型聚合物是富有弹性的,能吸收部分高频机械振动。所以此类聚合物是不易于将超声波振动能量传至压合面,帮要求更高的振幅。需要很高的能量(高熔化热度)才能把半结晶型的结构打断从而使材料从结晶状态变为粘流状态,这也决定了这类材料熔点的明显性,熔化的材料一旦离开热源,温度有所降低便会导致材料的迅速凝固。所以必须考虑这类材料的特殊性(例如:高振幅、接合点的良好设计、与超音夹具的有效接触、及优良的工作设备)才能取得超声波焊接的成功。四川超声波焊接设备技术指导