- 品牌
- 三千科技
- 型号
- 齐全
- 加工定制
- 是
- 产地
- 江苏常州
- 厂家
- 常州三千科技
所述防絮凝剂质量为钛粉质量的~%wt,防析出剂质量为钛粉质量的~%wt,防沉淀剂质量为钛粉质量的~4%wt。上述钛纳米聚合物胶体的制备方法中,所述卧式球磨机胶体化处理具体如下:首先,所述混合物由送料机经入料中空轴螺旋均匀地进入球磨机仓,在仓中进行重击处理;然后,经过重击处理的混合物进入第二仓,在第二仓中进行细研磨;后,细研磨后的物料通过所述卧式球磨机的筛栏板排出后,经过振动筛粉机,形成所述钛纳米聚合物胶体;其中,重击处理的重击力度可根据下述公式得到:在公式(1)中,rcfi为所述仓中第i个球介受到的离心力,mi为所述仓中第i个球介的质量,r为所述空轴螺旋的旋转半径,n为所述空轴螺旋的转速,g为重力加速度;在公式(2)中,e为重击力,rcfi为所述仓中第i个球介受到的离心力,mi为所述仓中第i个球介的质量,hi为所述第i个球介离心后距离仓底的大高度,n为仓中球介的数量。所述卧式球磨机的型号为:ф900×1800所述研磨时间为~,研磨后自然冷却到室温,之后过滤,得到细度为50~75nm以下的钛纳米初聚物。所述胶体化处理时间为2~4h。推荐地。多功能散热鳍片发展哪家好,诚心推荐常州三千科技有限公司。泰州新能源汽车散热鳍片工程

图5是图4的主视图;图6是图4中b位置处的放大示意图;图7是本发明之较佳实施例的定位凸部的放大示意图;图8是本发明另一种定位凸部的放大示意图;图9是本发明再一种定位凸部的放大示意图;图10是本发明之第二较佳实施例的组装立体示意图;图11是图10中c位置处的放大示意图。附图标识说明:10、薄型散热鳍片11、定位凸部111、基片112、预断片12、铆合凸部101、预断线102、缺口槽20、定位板21、定位孔30、散热底座40、薄型盖板41、铆合孔。具体实施方式请参照图1至图9所示,其显示出了本发明之较佳实施例的具体结构,包括有多个薄型散热鳍片10以及一定位板20。该多个薄型散热鳍片10竖向设置,每一薄型散热鳍片10的顶部均延伸出有定位凸部11;每一薄型散热鳍片10的顶部延伸出有铆合凸部12,该铆合凸部12用于薄型盖板(图中未示)铆合固定安装;在本实施例中,所述薄型散热鳍片10为吹胀板,具有很好的散热性能,多个薄型散热鳍片10间隔并排竖向设置在一散热底座30上固定,并且,所述定位凸部11位于薄型散热鳍片10的一侧边,该多个薄型散热鳍片10的定位凸部11排列形成一排,以更好地实现各个薄型散热鳍片10的定位,定位凸部11的数量以及排布方式不限。泰州新能源汽车散热鳍片工程自动化散热鳍片供应商家哪家好,诚心推荐常州三千科技有限公司。

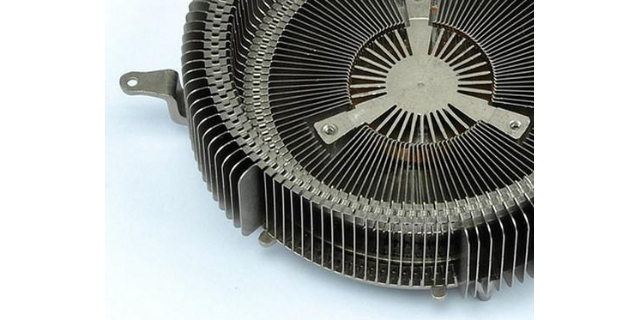
现有技术的此类设计限制了风只能沿固定的方向吹,才能进入鳍片群内部,从而使非这些方向的风无法加快内部的鳍片散热),从而加快了散热效率;进一步的,由于鳍片3的卷曲面7的弧形结构的特点,无论是自然风还是风扇风,都很容易从弧形的卷曲面通过,相比起现有技术的立方体形板状结构的鳍片,更有利于通风,从而进一步加快散热;进一步的,从图2可以看出,螺旋形结构的鳍片3散热面积大,能更好的散热。实施例:2:本实施例是在实施例1的基础上做出的进一步改进,具体为:如图1、图3所示,所述鳍片3的螺旋形卷曲结构的外圈的自由端6的侧边与相邻的卷曲面7之间构成气流缝,所述的气流缝上部设有挡片4,所述的挡片4的一个侧边与自由端6的侧边固定连接、所述挡片4的另一个侧边与所述外圈的自由端相邻的卷曲面7固定连接,所述的挡片4下方的气流缝构成进气口5。现有技术的鳍片多为立方体形的板状结构,除了增加散热面积外,其结构特点本身并不能起到引流作用。如图3所示,由于鳍片3顶端的面积小于底端的面积,从鳍片3底部的底板1上传递的热量使底部的空气加热,热空气向上方升起,由于鳍片3顶端的截面积变小,从而使热空气在顶端的流速加大,不足的气体从进气口5处补入,由此。
另一方面底座上热量可直接传递至连接部上,有效提高散热效率。为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。附图说明图1是本实用新型之较佳实施例的立体示意图;图2是本实用新型之较佳实施例中散热鳍片的放大示意图;图3是本实用新型之较佳实施例的主视图;图4是本实用新型之较佳实施例中冲压铆合过程的状态局部截面示意图;图5是本实用新型之较佳实施例中冲压铆合过程的第二状态局部截面示意图;图6是本实用新型之较佳实施例中冲压铆合过程的第三状态局部截面示意图;图7是本实用新型之第二较佳实施例的立体示意图;图8是本实用新型之第二较佳实施例的截面图;图9是本实用新型之第三较佳实施例的立体示意图;图10是本实用新型之第三较佳实施例中散热鳍片的放大示意图;图11是本实用新型之第三较佳实施例的主视图;图12是本实用新型之第三较佳实施例中冲压铆合过程的状态局部截面示意图;图13是本实用新型之第三较佳实施例中冲压铆合过程的第二状态局部截面示意图;图14是本实用新型之第三较佳实施例中冲压铆合过程的第三状态局部截面示意图;图15是本实用新型之第四较佳实施例的立体示意图。自动化散热鳍片厂家直销哪家好,诚心推荐常州三千科技有限公司。
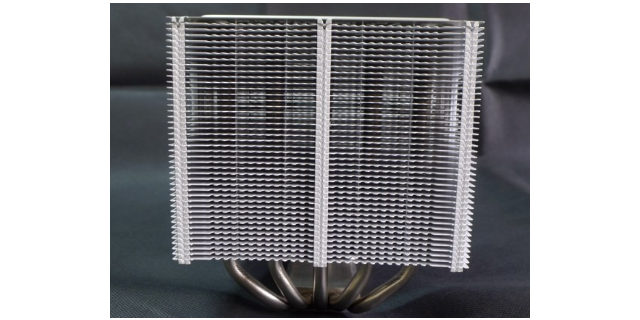
图16是本实用新型之第四较佳实施例的截面图。附图标识说明:10、底座11、沟槽12、接触面13、条状凸台14、凹槽15、嵌槽20、散热鳍片21、插植部22、连接部23、主体部30、冲压冲头40、热导管41、平整贴底面。具体实施方式请参照图1至图6所示,其显示出了本实用新型之较佳实施例的具体结构,包括有底座10以及散热鳍片20。该底座10的表面开设有沟槽11,以供散热鳍片20插植,该沟槽11的开口至少一侧具有接触面12;在本实施例中,该底座10为一铜、铝、铜基合金或铝基合金底座,所述沟槽11的两侧形成均形成有一条状凸台13,该接触面12位于其中一条状凸台13的顶面上,并且,所述接触面12为水平面,但不局限与水平面,也可以为斜面;以及,所述沟槽11为间隔平行设置的多个,并且相邻两沟槽11之间均于底座10的表面下凹形成有凹槽14,以增大散热面积,提升通风散热效果。该散热鳍片20包括有连接在一起的插植部21、连接部22和主体部23,插植部21为反折结构并嵌于沟槽11中,连接部22相对插植部21向一侧延伸并至少局部抵于接触面12上接触。在本实施例中,该散热鳍片20亦为多个,每一散热鳍片20的插植部21嵌于对应的沟槽11中固定,所述插植部21为经一次反折形成的u形结构。自动化散热鳍片销售厂家哪家好,诚心推荐常州三千科技有限公司。泰州新能源汽车散热鳍片工程
自动化散热鳍片市场哪家好,诚心推荐常州三千科技有限公司。泰州新能源汽车散热鳍片工程
为实现上述目的,本发明采用如下之技术方案:一种便于薄型散热鳍片与薄型盖板铆合的快速定位结构,包括有多个薄型散热鳍片以及一定位板;该多个薄型散热鳍片竖向设置,每一薄型散热鳍片的顶部均延伸出有定位凸部;该定位板设置于多个薄型散热鳍片上,定位板上开设有多个定位孔,前述定位凸部分别穿过定位孔向上延伸并与对应的定位孔配合定位。作为一种推荐方案,所述定位凸部位于薄型散热鳍片的一侧边,该多个薄型散热鳍片的定位凸部排列形成一排,该定位板位于多个薄型散热鳍片的一侧。作为一种推荐方案,所述定位凸部上设置有预断线而将定位凸部分成基片和预断片,基片嵌于定位孔中并凸出定位孔的上方,预断片于基片的顶部向上延伸出,预断片位于定位板的上方。作为一种推荐方案,所述预断片为间隔分开设置的两个,两预断片之间形成有缺口槽。作为一种推荐方案,所述预断片的顶端外侧边角为圆角,该缺口槽的上端宽度小于下端宽度,且缺口槽的底面呈凹凸的齿牙状结构。作为一种推荐方案,所述预断片的顶端外侧边角为圆角,该缺口槽的上下两端宽度相同,且缺口槽的底面下凹的弧面。作为一种推荐方案,所述定位凸部呈箭头状的片状结构,预断片的上端宽度小于下端宽度。泰州新能源汽车散热鳍片工程
- 连云港真空钎焊散热鳍片厂家 2024-09-25
- 苏州新能源汽车散热鳍片定制 2024-09-24
- 凹凸单板散热鳍片焊接 2024-09-24
- 嘉兴真空钎焊散热鳍片用途 2024-09-24
- 无锡水冷板散热鳍片冷却器 2024-09-24
- 常州液冷板散热鳍片空气净化 2024-09-24
- 无锡真空钎焊散热鳍片价格 2024-09-24
- 徐州水冷板散热鳍片价格 2024-09-24
- 泰州真空钎焊散热鳍片焊接 2024-09-23
- 淮安新能源汽车散热鳍片空气净化 2024-09-23
- 宿迁机箱散热散热鳍片工程 2024-09-23
- 宿迁合金散热鳍片维修 2024-09-23