
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
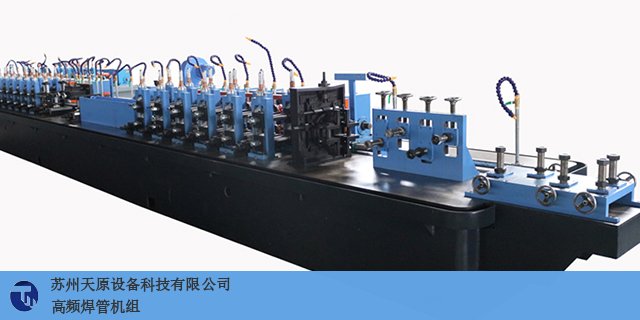
焊管机组的找正,孔型找正是调整工作的第一步,找正时可选用φ0.5mm的钢丝线一根,以成型机的喂入轮到定径机的校直辊为基本长度,确定好轧制线的中心位置后,将钢丝线拉紧固定,钢丝线的高度位置要略高于平辊底径部位2mm以上,这样可以防止钢丝线与孔型弧面接触而影响孔型的找正效果。这条钢丝线就是孔型找正时的中心基准线。平辊找正平辊的找正方法有两种:一种是根据各道孔型轧辊的厚度不同,配置了不同厚度的固定垫套,但是这种找正方法,在等部件加工精度达不到要求时,组装后容易产生累计误差,直接影响着孔型找正的效果。二是用锁母配合调整轧辊在轴上的位置,使每道轧辊的孔型中心都能够与中心线重合。孔型中心的定位是用专门样板检查。检查时,将样板放人被找正的孔型内,然后缓慢抬起上端,当钢丝线能够顺利地落人样板的中心精内,便说明孔型的中心位置正确,否则就需要做轴向移动调整。这是一种比较简单的找正方法。焊管机组的工作原理是什么?自动化焊管机组经验丰富
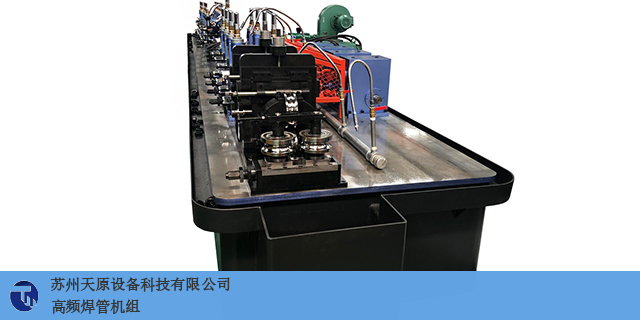
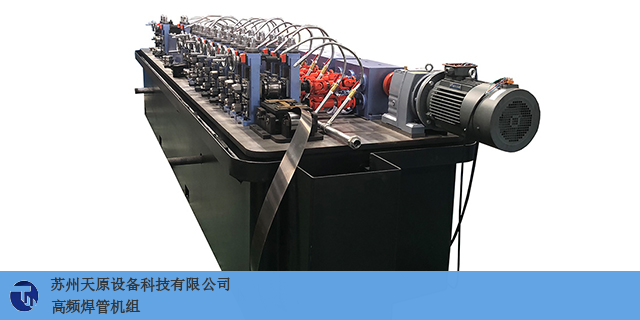
焊管机组
导致焊管有时在很低的压力下发生焊缝爆裂。三,达到基本直度在焊管生产实践中,对直度有两种理解。一是国际规定的直度,圆管不大于2‰,异型管不大于3‰;另一是使用性直度,指标要求由供需双方商定。前者适用于“市场货”,用户不固定;后者适用于提出要求的特定用户。无论是哪种直度,只有经过定径辊的轧制才能平衡管内应力,使焊管达到基本直度。四,提高焊管表面质量定径辊对焊管表面质量的促进作用主要表现在三个方面:(1)促使焊缝圆滑。去除外毛刺后的焊缝面与焊管外圆总是相接而不是相切,相接就存在棱角;在管面焊缝部位总能看到和用手感觉到棱角,极不美观。只有经过数道次定径辊轧制后,才能消除焊缝面与管面棱角,实现圆滑。(2)减轻表面压痕和划伤。从管坯成型到完成焊接,其间要经过二、三十只轧辊(排辊成型会更多)的轧制与高温焊接,任何一个环节都有可能在焊管表面留下伤痕与印迹。而经过定径辊轧制后,其中一些伤痕和印迹会变浅,变得没有手感。(3)防止定径段自身产生伤痕。要求精心调整定径孔型对称性,正确施加轧制力,确保焊管表面无压痕、划伤等表面缺陷。天津焊管机组厂家价格什么,焊管机组还有这些分类!
根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝钢管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力和轴向应力。总有人问,螺旋钢管与直缝钢管有什么不同?哪个会更好?一般DN350以上,管径较大的为什么要用螺旋钢管而不用直缝钢管呢?原因我们现在来解说。具体说来,螺旋钢管和直缝钢管都是属于焊管的一种焊缝形式。两者一般在使用范围不一样。螺旋钢管因为焊缝是螺旋的,故所承受液体的压力会分布在管子各侧,增强管子的强度。如果用直缝钢管的话,一般的大管子都是用钢板卷起来直焊,所需较大的钢板,增加了制作难度,故管径较大的会使用螺旋管。
焊管定径工艺的基本功能高频直缝焊管定径是指通过特定孔型轧辊对焊接后的焊管进行轧制,将尺寸和形状都不规整的圆或异型管调整至形状规整、尺寸符合标准要求的成品管。定径工艺的基本功能有四个方面。一,确定焊管基本尺寸与形状(1)圆→圆。通过对定径圆孔型轧辊的调整,将出挤压辊后不规整的待定径圆管调整为横断面形状和尺寸都合格的成品圆管。衡量圆管圆度不*要看实际公差带的分布,还要看管子的椭圆度。一般规定椭圆度为极限偏差的80%。实践中,有些焊管虽然没有超差,但超过椭圆度公差,或者公差带以及接近极限值,同样需要进行调整。(2)圆→方(异)。即由圆管变为异型管,通过对异形孔型轧辊进行调整,将出挤压辊后横断面为圆的焊管,调整为横断面形状各异、尺寸各异的异型管,如方管、矩形管、椭圆管、D型管等。其实,无论多么复杂的异型管、调整过程不外乎围绕面、角、形及公差进行。①面:包括平面和弧面,要求纵看不能有波浪、勒痕、竹节,横看弧面必须圆滑无棱角,平面无凹凸。②角:一是指焊管面与面交汇处的尖角形状、大小及对称,二是指焊管面与面之间的夹角。以方矩管为例,无特别要求时一般规定外圆角r=,面与面夹角β=90°±1°。焊管机组轧压线的常见损伤。

焊管机组与钢管区别是很大的。钢管外观上,无缝钢管和焊接钢管区别在焊管内壁有焊筋,而无缝的没有。辨认方法:看管子内部,因为外部都会处理的,焊管是里边有条缝隙有的可以看到,有的处理,就不容易看到,你可以用手慢慢触摸,再或者看规格,焊管都比较薄的,无缝钢管厂家,焊管是用不锈钢钢带用机器直接做出来的(卷起来的),无缝是用圆钢或者管坯穿孔穿起来的。图片无缝钢管制作原理生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并去掉表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。什么行业要用到焊管机组?天津制造焊管机组诚信合作
苏州哪个焊管机组厂家好?自动化焊管机组经验丰富
从焊接工艺而言,螺旋钢管与直缝钢管的焊接方法一致,但直缝钢管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也提高了,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。螺旋钢管和直缝钢管都是焊接钢管的一种,它们在国民生产建设中应用较广,螺旋钢管和直缝钢管因生产工艺不同因此具有许多不同之处,下面具体讨论下螺旋钢管和直缝钢管的区别。直缝钢管生产工艺相对简单,主要生产工艺有高频焊直缝钢管和埋弧焊直缝钢管,直缝管生产效率高,成本低,发展较快。在业内生产较大口径直缝钢管时会使用丁字焊技术,即将一段段短的直缝钢管再进行对接,接成符合工程需要的长度,丁字焊直缝钢管缺陷的机率也提高了,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。螺旋钢管的强度一般比直缝钢管高,主要生产工艺是埋弧焊,螺旋钢管能用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。而且。自动化焊管机组经验丰富
焊管机组出现立辊收缩量小,在封闭孔型处所发生的管坯钻人平辊辊缘缝隙内,多因平辊前的立辊收缩量不足,使管坯的横向尺寸,远远大于封闭孔型的横向尺寸。在平辊的压力加大时,封闭孔型内不能完全容纳下管还,使之在进人平辊孔型瞬间向两侧扩张时被辊缘咬人,轻者发生划伤,重者挤出耳子,直至钻人辊緣缝隙内。这时需要加大立辐的收编量,使管坯在立辊的作用下,成为立椭圈形,更加容易进人封闭孔型内。同时适当减小封团孔型的上转压力,使封闭孔型更好地包容管坯。当然封闭孔型的R取值也是至关重要的。立辊不正封闭孔型的前道立辊中心位置不正时,会把管坯运行方向导偏,严重时就会将管坯直接导人封闭孔型的辊缘内苏州焊管机组厂家供应商。浙江...
- 江苏性能优良焊管机组保养 2024-05-19
- 湖南正规焊管机组直销价格 2024-05-19
- 山西焊管机组保养 2024-05-19
- 湖北好的焊管机组客户至上 2024-05-19
- 山东销售焊管机组标准 2024-05-19
- 吉林制造焊管机组质量保障 2024-05-19
- 自动化焊管机组市场 2024-05-19
- 江苏好的焊管机组厂家供应 2024-05-18
- 上海机械焊管机组销售厂家 2024-05-18
- 湖南制造焊管机组保养 2024-05-18

- 辽宁好的焊管机组经验丰富 2024-05-18
- 湖北销售焊管机组产品介绍 2024-05-18
- 黑龙江销售焊管机组哪家好 2024-05-18
- 浙江制造焊管机组市场 2024-05-18
- 山东自动化焊管机组产品介绍 2024-05-18
- 甘肃制造焊管机组客户至上 2024-05-18





- 山东销售焊管机组标准 05-19
- 吉林制造焊管机组质量保障 05-19
- 自动化焊管机组市场 05-19
- 江苏好的焊管机组厂家供应 05-18
- 上海机械焊管机组销售厂家 05-18
- 湖南制造焊管机组保养 05-18
- 天津直销焊管机组机械结构 05-18
- 河南自动化焊管机组厂家报价 05-18
- 甘肃好的焊管机组铸造辉煌 05-18
- 辽宁制造焊管机组厂家供应 05-18