- 品牌
- 亚阳
- 型号
- 齐全
- 可售卖地
- 全国
- 是否定制
- 是
通常比较落后的轴流风机轮毂加工工艺都是采用三轧辊进行卷制,然后再焊接粗成型,之后进行机械精加工,由于这种落后的加工工艺不可能使轮毂的尺寸公差和形位公差得到有效的保证,再加上焊接应力变形的影响,还会导致风机精度的降低,从而影响了通风机的效率。旋压胎具的加工周期比拉深模具短得多,对于通风机品种多,批量少的产品特点极为适合。由于旋压加工的金属表面的硬化现象,将旋后轮毂破坏再取试样进行强度试验并与旋压前的同种材料进行对比,强度提高了28%,用厚度为6mm的钢板旋压后的轮毂基本相当于用三轧辊进行卷制厚度为 8mm 的钢板制造的同等轮毂强度。旋压后的机械零件如模具拉深成型一样,贝雷桥在其端部也会出现金属板的减薄量,但部位不同,模具拉深成型轮毂金属板的减薄量在金属板弯角处较大,而旋压后的轮毂金属板则是在其旋压始端减薄,因而对于通风机来说,旋压轮毂则比模具拉深成型的轮毂加工工艺更合理。亚阳通风设备以创新、环保为先导。东营旋压非标件

近年来,许多科研院所热处理与旋压加工相结合方面也做了不少研究,虽然以上研究已为旋压技术在工业生产中的应用提供了理论支撑和实践指导,但是随着工业生产的发展,为满足需求,旋压技术和热处理的结合发展将会有划时代的意义。随着科技的发展,对旋压设备产品的的要求也越来越高。由于冷旋压过程中出现的加工硬化等缺陷,使得冷旋压技术已不能满足生产的需求。适当的热处理可以细化金属内部晶粒、改变金属晶相组织,从而改变金属性能,因此人们开始把热处理技术与旋压技术相结合,创造出新的旋压加工方法,为旋压技术奠定了新的里程碑。东营旋压非标件亚阳通风设备的专业和努力同样也能为您提供满意的服务!

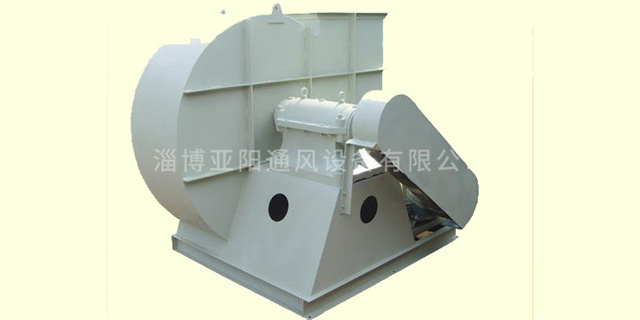
风机机壳专门使用旋压机与通用旋压机的工作原理相同,都是通过旋轮与毛坯的接触运动来完成零件的成 型。但与通用旋压设备相比,又有自己的独特特点:1)旋压的工件大多为两端开口的圆柱筒形机壳,因此,毛坯的夹紧不能采用通用旋压设备使用的尾 顶机构,而采用了径向夹持的方式,这种夹持方式和传统的车床主轴夹紧装置相似。2)由于风机机壳零件独特的装夹方式,使得加工能力由主轴直径决定。这就使得卧式机床不可能装 夹太大的毛坯件,对于大型的毛坯件旋压需要采用立式机床。3)风机机壳零件在旋压加工完成之后,常需要在法兰边上打孔,打孔完成之后需要对法兰进行二次 翻边的旋压工艺。这种特殊的工艺决定了旋压机床要带打孔设备,以提高加工效率。
铝旋压可以利用压光刀对旋压产品的表面效果进行压光,成品会比比冲压和拉伸更光滑。经过压光刀处理的旋压表面不需抛光直接喷粉即可,喷粉后能覆盖表面的细微纹路。同样,经过压光刀处理的旋压表面也不需拉丝就可以进行喷砂氧化,但是细砂则需要进行拉丝。进行氧化的铝旋压产品抛光时需要用尼龙轮进行抛光,这样能得到更好的氧化表面。异形的产品不宜用压光刀处理。由于铝的硬度比不锈钢低,所以铝合金旋压产品的车铣加工比不锈钢更加容易,但是铝合金的镭射加工比不锈钢难,因为铝和铜在激光切割中容易产生反光,而且切割的表面会比不锈钢的表面要更差,铝的焊接性能也比不锈钢差。所以若非便要,应尽量减少铝合金旋压产品的焊接和激光切割工序,防止产品变形。不管是不锈钢还是铝合金,每一件旋压产品的生产都是由多道加工工序共同完成的。如何保证产品在经过多次加工后仍有良好的形状一致性和准确性是加工厂家需要认真考虑的问题,这些都依仗与生产厂家的加工经验和技术实力。亚阳通风设备本着“从基础做起,一步一个脚印,稳扎稳打”的创业宗旨。

通过旋转使之受力点由点到线由线到面,同时在某个方向给予一定的压力使金属材料沿着这一方向变形和流动而成型某一形状的技术。(1)旋压无削成型工艺。是使金属圆片坯料、简胚、预制胚进入旋转运动,借成形加工轮向旋转的金属坯进行挤压,并使金属开始流动。这种工艺可在工具成本极少的情况下获得有母线形状复杂、容差范围小、材料性能及表面质量优异的各种中空体,旋压工艺可准确确定共建的壁厚和轮廓,还可准确重复壁厚和轮廓。(2)可用与各种金属材料的旋压成型。如:铁、铝、铜、不锈钢灯各种金属。(3)对比拉伸冲压工艺,旋压工艺有成品合格率高、模具制造成本低、模具使用寿命长、模具更换简单方便、多模冲压拉伸可改为一模旋压。(4)对与种异形产品,旋压工艺成型更方便。有需要,您请说,亚阳通风设备的服务一直在路上。东营旋压非标件
亚阳通风设备拥有完善的质量管理体系。东营旋压非标件
数控旋压加工工艺并不是一成不变的,随着社会不断的进步,加工工艺也需要我们不断的进行完善,只有这样才可以真正的保障今后更好的学习哦。在整个过程中,到底要如何来做好加工工艺的完善,是否有一些比较好的方式和办法。数控旋压加工工艺完善之前,好能够对之前的加工工艺有所了解,尤其是市场对这种加工工艺的看法,这些方面对数控旋压加工厂都有极为重要的作用和意义,有些地方可能忽视掉了这方面的情况,所以不能够更好地实现完善。数控旋压加工报价会有所不同,主要就是因为数控旋压加工工的工艺是不同的。有针对性地做好这个方面的了解,不断的做好供应商的完善,从而得到更多人的认可,对未来更好的发展也会有极大的好处。有的人忽视掉了这个情况,因此没有实现更好的结果。东营旋压非标件

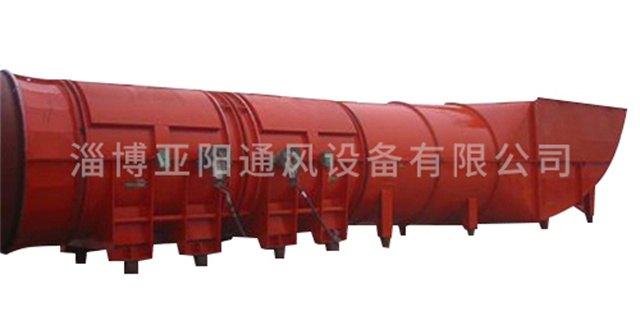
风机的风筒和各类旋压件,都是尺寸精度高、切割技术必须到位才能生产出精密的仪器。而随着风机产业的扩大,机制逐渐完善,市场需求量逐渐扩大。对于风机的需求也在扩大,所以对于风机的硬件设备也必须逐渐改变、逐渐完善。而大风机对风机本身的硬件设备的要求更加高,需要的设备更加精密。所以目前风机越做越大,配套的硬件设备还需跟上。这个问题要想解决,就需要找到一家专业生产风机的硬件设备的公司,能够帮助你解决这个问题。风机制造业要有突破,必须要改进现有的加工工艺。旋压是一种结合了锻 造、挤压、拉伸、弯曲、环轧、横轧和滚压等工艺特点的少无切削综合加工方法,是一种利用旋压工具对 旋转坯料施加压力,使坯料产生连续的局部塑...
- 山西风机盖板厂家 2024-05-31
- 贵州屋顶风机风帽生产 2024-05-30
- 泰安风机进风口价格 2024-05-21
- 重庆风机盖板价格 2024-05-20
- 聊城风机叶轮前盘 2024-05-19
- 天津风机进风口定制 2024-05-19
- 天津风机盖板厂家 2024-05-19
- 新疆风机进风口价格 2024-05-19
- 湖南旋压非标件 2024-05-17
- 云南屋顶风机风帽厂家 2024-05-16






- 新疆金属矿山用局部通风机 11-05
- 江西离心风机价格 11-05
- 天津矿用局部通风机价格 11-04
- 聊城6-51离心风机 11-04
- 泰安矿用除尘风机定制 11-04
- 重庆轴流风机价格 11-04
- 河南矿用除尘风机价格 11-04
- 安徽高温离心风机 11-04
- 宁夏高温离心风机 11-04
- 枣庄矿用风机厂家 11-03