在激光焊锡机的焊接过程中,使用辅助夹具是非常常见的,目的是为了保持工件的位置和稳定性。激光焊锡需要高精度的焊接,因此确保工件的正确位置和稳定性对于获得良好的焊接质量至关重要。使用辅助夹具可以固定工件并提供稳定的支撑,以确保焊接过程中工件不发生移动或变形。辅助夹具的设计和选择取决于具体的焊接应用和工件的特点。一些常见的辅助夹具包括夹具夹持器、夹具夹钳、定位夹具等。这些夹具通常由耐热材料制成,能够承受高温和焊接过程中的热应力。通过使用合适的辅助夹具,可以确保焊接过程中工件的位置和稳定性,从而确保焊接的准确性和一致性。此外,辅助夹具还可以提高工作效率,减少操作员的努力,并帮助实现自动化和批量焊接。需要注意的是,辅助夹具的选择和使用应根据具体情况进行评估和优化。不同的焊接应用可能需要不同类型和设计的夹具,以适应工件的形状、大小和焊接要求。因此,在使用激光焊锡机进行焊接时,建议根据具体需求选择合适的辅助夹具,并确保其正确使用和安装,以确保焊接质量和工件的稳定性。激光焊锡机的焊接效率高,节约能源。江苏半导体激光焊锡机厂
激光焊锡机具有较高的焊接精确度,可以实现精细的焊接操作。其焊接精确度受到多个因素的影响,包括激光束的聚焦能力、光学系统的精确度、运动控制系统的稳定性等。以下是一些影响激光焊锡机焊接精确度的关键因素:激光束聚焦能力:激光焊锡机使用的激光束需要具备良好的聚焦能力,以实现高能量密度的焊接。激光束的聚焦能力取决于光学系统的设计和调节,包括透镜、反射镜等元件的质量和精确度。光学系统精确度:激光焊锡机的光学系统需要精确控制激光束的位置和焦点,以确保焊接点的准确定位和焊缝的精确形成。光学系统的精确度受到光学元件的质量、光路的稳定性和校准的影响。运动控制系统稳定性:激光焊锡机在焊接过程中需要进行运动控制,包括焊接头的移动、工件的定位等。运动控制系统需要具备高精度和稳定性,以确保焊接路径的准确性和稳定性。焊接参数的优化:激光焊锡机的焊接精确度还受到焊接参数的影响,如激光功率、焊接速度、脉冲频率等。合理优化这些参数可以提高焊接质量和精确度。江苏半导体激光焊锡机厂激光焊锡机可以实现对细小零件的精确定位和连接,提高组装精度。
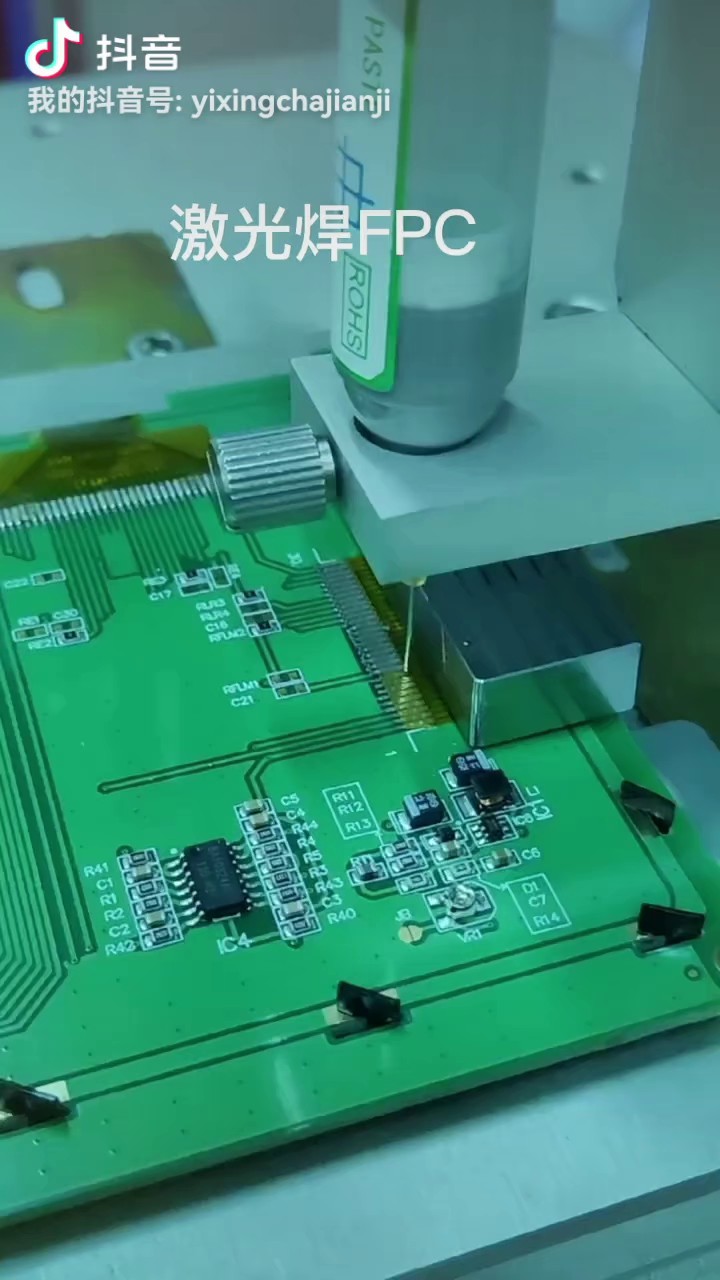
激光焊锡机是一种利用激光技术进行焊接和锡膏涂覆的设备。它采用激光束对焊接区域进行高能量密度的瞬时加热,使焊接材料迅速熔化和固化,从而实现焊接或锡膏涂覆的目的。激光焊锡机通常由以下几个主要组成部分构成:激光源:激光焊锡机使用高能量密度的激光束进行焊接或锡膏涂覆,常见的激光源包括光纤激光器、二氧化碳激光器等。光学系统:光学系统用于聚焦激光束,将其聚焦到焊接或涂覆区域,确保激光能量的准确传递。运动控制系统:运动控制系统用于控制焊锡机在焊接或涂覆过程中的移动,以确保焊接位置的准确性和稳定性。加热控制系统:加热控制系统用于控制激光的功率和加热时间,以实现对焊接区域的精确加热和控制。
激光焊锡机的焊接速度和焊接接头的宽度之间有一定的关系。一般而言,焊接速度越快,焊接接头的宽度就越窄;反之,焊接速度越慢,焊接接头的宽度就越宽。这是因为焊接速度直接影响到焊接熔池的形成和冷却过程。当激光照射到焊接材料表面时,激光的能量会使表面材料瞬间熔化,形成熔池。在短时间内,熔池会通过热传导的方式向周围扩散,并逐渐冷却凝固形成焊接接头。因此,在焊接速度相同的情况下,熔池的形态会受到材料热传导性、激光功率密度和焊接深度等因素的影响,从而形成不同宽度的焊接接头。同时,需要注意的是,激光焊锡机的焊接速度和焊接接头的宽度之间不是线性关系。当焊接速度达到一定范围时,熔池的形态和冷却速度会发生变化,焊接接头的宽度也会出现非线性变化。因此,在实际应用中,需要通过试验和验证,选择合适的焊接速度、激光功率和焊接深度等参数,以获得较好的焊接接头宽度和焊缝质量。激光焊锡机可以实现对高反应性和易氧化金属的保护性焊接,如钛合金。
激光焊锡机的焊接速度与焊接厚度之间存在一定的关系,但具体的关系因多种因素而有所不同。以下是一些常见的因素:激光功率:较高的激光功率通常能够提供更大的焊接速度。高功率激光可以更快地将焊接区域加热至熔化温度,从而加快焊接速度。材料类型:不同材料具有不同的导热性能和熔点,这会对焊接速度产生影响。一般而言,具有较低导热性和较低熔点的材料可以更快地加热和熔化,因此焊接速度可能较高。焊接厚度:焊接厚度对焊接速度有一定的影响。通常情况下,较薄的材料可以使用更高的焊接速度,而较厚的材料可能需要较低的焊接速度以确保足够的热量传递和熔化。焊接质量要求:不同的焊接质量要求可能会对焊接速度产生影响。较高的质量要求可能需要较慢的焊接速度,以确保焊接接头的完全熔化和追溯。总的来说,焊接速度与焊接厚度之间的关系是复杂的,并受到多种因素的影响。在实际应用中,应根据具体的焊接项目、材料和质量要求进行实验和优化,以确定较好的焊接速度和参数。建议参考激光焊锡机的制造商或供应商提供的操作指南和建议,以获得针对具体应用的更准确的焊接速度与焊接厚度之间的关系。激光焊锡机可进行间歇式、连续式或脉冲式焊接,适应不同需求。江苏半导体激光焊锡机厂
激光焊锡机可以实现对材料间接触面积小的连接,减少金属材料消耗。江苏半导体激光焊锡机厂
在激光焊锡机的焊接过程中,有可能会产生气泡或气孔。气泡或气孔的形成主要与以下几个因素有关:气体污染:焊接过程中,如果焊接区域存在气体污染物(如油、水、氧化物等),这些污染物在激光照射下会产生气体,形成气泡或气孔。材料表面处理:焊接前,如果材料表面存在油脂、氧化物、涂层等,这些物质在焊接过程中可能会产生气体,导致气泡或气孔的形成。激光功率和参数:激光焊锡机的激光功率和参数设置对焊接过程中的气泡或气孔形成有影响。如果激光功率过高或焊接速度过快,可能会导致材料表面未完全熔化,气体无法逸出而形成气孔。材料选择:不同材料的焊接特性不同,有些材料更容易产生气泡或气孔。例如,铝合金在焊接过程中容易吸气,因此需要采取适当的措施来避免气泡或气孔的形成。江苏半导体激光焊锡机厂