|
恒温恒湿自控系统在药厂的应用 生产车间控制:在生产车间中,恒定的温度和湿度是确保药品生产质量和稳定性的基础。自控系统能够实时监测并调整环境条件,防止因环境变化导致的生产中断或产品质量问题。 储存环境优化:药品的储存环境对于其长期稳定性和有效性至关重要。恒温恒湿自控系统能够确保药品在储存期间始终处于比较好条件,延长其保质期。 节能减排:通过精确控制环境条件,自控系统能够减少不必要的能源消耗,降低生产成本,同时也有助于药厂的节能减排。 |

| 提高能源利用效率:管道风压自控系统能够实时监测管道内的风压变化,根据实际需求调整风门或风机的运行状态,避免了能源的浪费。同时,该系统还能根据室内外环境的变化,自动调节管道内的风压,以满足舒适度需求,进一步提高了能源利用效率。实现环境优化控制:管道风压自控系统可以根据室内外温度、湿度等环境因素的变化,自动调节管道内的风压和空气流量,以维持室内环境的舒适度。此外,该系统还能有效减少噪音和空气污染,提高室内空气质量。降低维护成本:管道风压自控系统采用智能化、自动化的控制方式,减少了人工干预的需求,降低了维护成本。同时,该系统还具有故障诊断和预警功能,能够及时发现和解决潜在问题,避免了因设备故障导致的损失。 |

| 随着食品工业的快速发展和消费者对食品安全与品质要求的日益提高,食品厂内部环境控制成为了一个不可或缺的环节。特别是温度和湿度的控制,对于保障食品加工过程的安全和产品质量具有至关重要的作用。因此,食品厂恒温恒湿自控系统的引入和应用变得尤为重要。食品厂恒温恒湿自控系统不仅是食品加工技术进步的体现,更是确保食品安全和品质的关键手段。随着技术的不断进步和应用范围的扩大,相信这一系统将在未来的食品工业中发挥更加重要的作用。 |
| 实时监测:EMS自控系统可以实时监测实验室内的各项环境参数,并将数据实时传输到监控中心,为科研人员提供准确的环境信息。自动调控:当环境参数超出预设范围时,EMS自控系统会自动启动相应的调控措施,确保实验室环境始终处于比较好的状态。数据记录与分析:EMS自控系统可以长期记录实验室环境数据,为科研人员提供历史数据查询和分析功能,有助于科研人员研究环境对实验结果的影响。报警与通知:当环境参数异常或设备故障时,EMS自控系统会触发报警机制,并通过短信、邮件等方式通知相关人员,以便及时处理。 |
|
FFU群控系统的特点 智能化控制:FFU群控系统采用先进的自动化控制技术,能够实现对FFU设备的远程控制、自动调节和故障预警。企业可以通过电脑或手机等设备,随时了解洁净室的运行状况,及时调整生产参数,提高生产效率。 节能环保:FFU群控系统能够根据实际需求,自动调节FFU设备的运行速度和风量,从而达到节能降耗的目的。同时,系统还能够对洁净室内的温湿度进行精确控制,降低空调能耗,实现绿色生产。 高效稳定:FFU群控系统采用高质量的硬件设备和先进的控制算法,确保系统的稳定运行。在实际应用中,系统能够快速响应各种变化,确保洁净室的空气质量始终保持在比较好的状态。 |
工厂恒温恒湿自控系统的重要性及应用。淮安净化空调自控维护
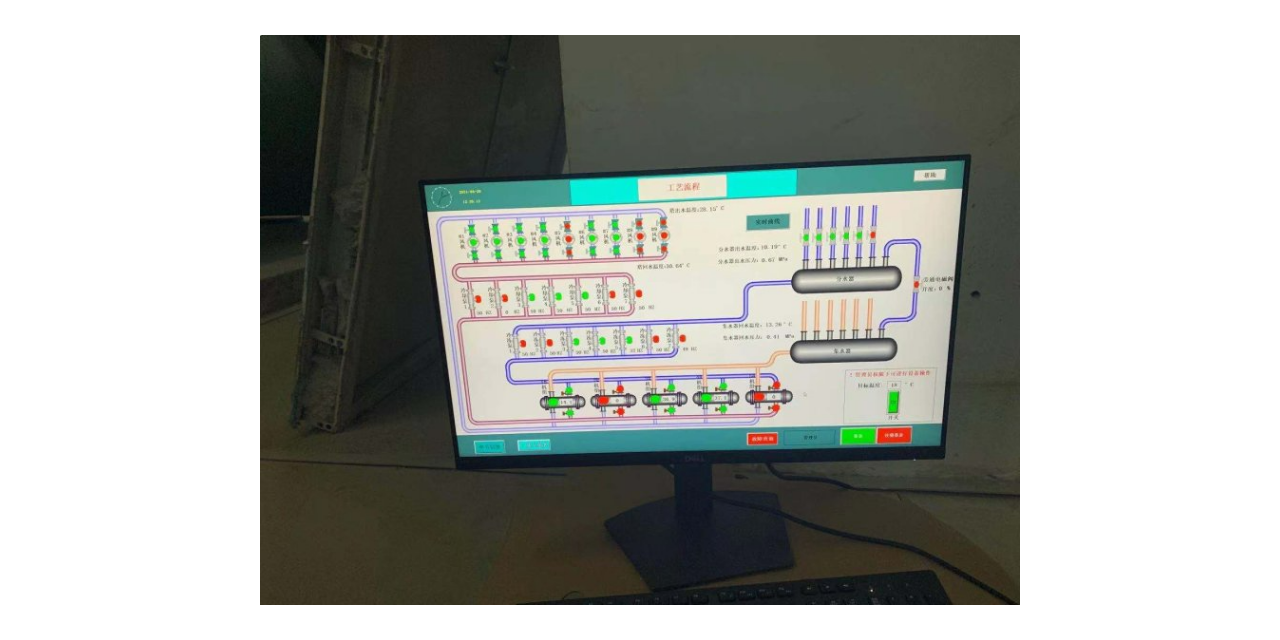
| 无尘车间的空调自控系统主要包括温度控制、湿度控制、空气洁净度控制以及能耗管理等几个部分。这些系统通过自动化的方式,对无尘车间的环境进行实时监控和调整,确保车间内部环境始终维持在设定的标准范围内。能耗管理也是无尘车间空调自控系统的重要功能之一。通过实时监测和分析空调系统的运行状态,自控系统可以优化空调的运行模式,降低能耗。同时,自控系统还可以提供详细的能耗数据和报告,帮助管理人员进行能效分析和改进。无尘车间的空调自控系统对于维持车间内部环境的稳定和产品的品质具有至关重要的作用。随着科技的不断发展,未来的无尘车间空调自控系统将更加智能化、高效化,为无尘车间的生产和管理提供更好的支持和保障。 |