不锈钢球体之前紧密可靠,球阀的密封面材料比较广使用在塑料,密封性能好,在真空系统也广使用,全开或全闭的时候,球体和阀座的密封面和介质隔离,它的用处很多,如果想要弄的久些,应该怎么做呢?阀门球体在关闭状态,阀体残留部分介质,承受一定的压力,所以需要先断开电源和气源;对阀门球体进行清洗,选择的让溶剂要清洗的配件不会起问题,不会腐蚀;重要的就是不要超过本身不锈钢球体所能够承受的,需要保证轻拿轻放,勿强烈碰撞;温度与压力成为影响不锈钢球体的因素,因此需要温度与压力控制在正常范围内。浙江任星阀门有限公司是一家专业提供 半球球体产品的公司,有想法可以来我司咨询!广西调节阀半球生产厂家
阀门球体压力机上的模锻很普遍的是热模锻压力机。锻造比锻造比:是指锻造前后的坯料(金属)横截面积的比。工序不同,其计算的方法,方式也不同。拔长时,锻造比为y=F0/F1或y=L1/L0F0,L0—拔长前钢锭或钢坯的横断面积和长度;F1,L0—拔长后钢锭(坯)的横截长度与面积。镦粗时的锻造比,也称镦粗比或压缩比,其值为y=F1/F0或y=H0/H1F0,H0—镦粗前钢锭或钢坯的横截面积和高度,F1,H1—镦粗后钢锭或钢坯的横截面积和高度。锻造温度:始锻温度:始锻温度可以认为是钢或合金在炉内允许加热的极高温度。终锻温度:阀门配件需要在结束锻造之前胚料仍具有很强的塑性,在锻后获得再结晶组织。海南钛球球体工作原理浙江任星阀门有限公司是一家专业提供 半球球体产品的公司,有需求可以来电咨询!

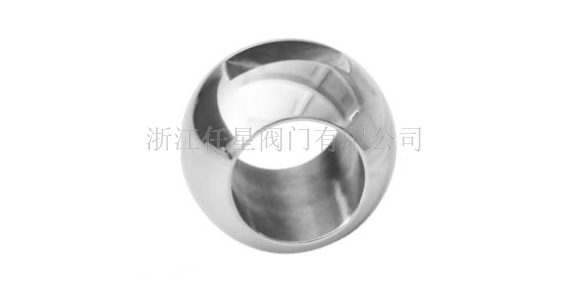
不锈钢阀门球体是球阀的阀芯,不锈钢阀门球体的球体其实就是球阀的阀芯。不锈钢阀门球体与阀座配合,起到开关介质的作用。各种速冻食品脱水流水线设备,玻璃制品行业。可用于控制空气、水、蒸汽、各种腐蚀性介质、泥浆、油品、液态金属和放射性介质等各种类型流体的流动。如果在制造过程中采用的加工工艺与热处理工艺得当,进而保证这种材料的耐腐蚀性能。至于在浓度>98%的浓硝酸介质中,无论采用什么样的热处理工艺,这种钢材都不具有耐腐蚀性能。因此,在根据工作介质的性质来选用阀门材料时,必须同时研究介质的浓度、温度以及材料的热处理工艺等诸因素对耐腐蚀性能的影响。
不锈钢球体的热处理?马氏体不锈钢球体热处理的目的是提高硬度,从而增强不锈钢球的耐磨性,延长工件的使用寿命:由于这些不锈钢球属于高碳和高铬,这两种元素是一对矛盾,而且由于碳含量和铬含量过高,容易造成铬元素分布不均匀,从而影响不锈钢的防锈性能。420不锈钢球体的热处理温度约为:2-5毫米,1050。5-50毫米,大约1080度,然后倒入油中。淬火后的硬度通常为HRC48-55。40c不锈钢珠的热处理温度:2-5mm,约1100度。4、5-50mm,1150度左右,然后倒入油中。淬火后的硬度通常为HRC57-62。铁素体不锈钢珠粒不需要热处理。浙江任星阀门有限公司为您提供 三通球体产品,有需求可以来电咨询!

球体都有哪些形成方法?铸造法:这是一种传统的加工方法,它需要一套完善的熔炼、浇注等设备,还需要较大的厂房和较多的工人,投资大,工序多,生产工艺复杂,并污染环境,每道工序的工人技术水平直接影响产品的质量,球体毛细孔渗漏的问题尚无法完全解决,而毛坯加工余量大,浪费大,往往在加工过程中发现因铸造缺陷使其报废,至使产品成本增高,质量无法保证,此法本厂不宜采用。锻造法:这是目前国内许多阀门企业所采用的另一种方法,它有二种加工方式:其一是用圆钢切断加热锻打成球形实心毛坯,然后进行机械加工。其二是将下料成圆形的不锈钢板在大型压力机上模压成形,得到空心半球形毛坯,然后再对焊成球体毛坯进行机械加工,此法材料利用率较高,但需一台大功率的压力机和加热炉以及氩孤焊设备,预计投资需要300万元才能形成生产力,此法也不适合本厂的情况。浙江任星阀门有限公司是一家专业提供 铸钢球体产品的公司,有想法的不要错过哦!新疆阀门半球厂家
浙江任星阀门有限公司致力于提供 半球球体产品,有需要可以联系我司哦!广西调节阀半球生产厂家
阀门球体的钢板普旋法是比较省钱以及产品质量高的施工方式,首先是将平板圆形材料利用尾座液压的顶力,紧压在球形芯模的外端面上,同主轴一起旋转,利用液压仿形装置,经若干次旋压使平板逐渐地收缩变形贴附在芯模上,得到一个空心半球体,然后切去多余毛边并加工焊接坡口,后将二个半球体用氩孤焊对焊成所需的空心球体毛坯。第二种方式同样用平板毛坯普旋,所不同的是旋成半球形后,还需要旋出一段呈圆柱形的半成品,然后将半成品毛坯装在内半球形的芯模中,利用与通径相同的尾座顶杆压紧,进行与钢管缩颈相同的旋压法,将圆柱段逐渐缩旋(收口)形成另一半球,并将收口多余的金属材料贴在顶杆上,结束之前切掉多余部分,以获得一个所需的整体空心球毛坯。与钢管缩颈旋压法前面方案对比,缺点是需要二个芯模,旋压工艺复杂,所需旋压设备结构和控制均较复杂,设备造价较高,但从经济效益和产品质量方面来分析,此方案仍是极好方案。对于阀门球体有需求的客户可与主动联系任星阀门厂家,我们期待与您建立长期稳定的合作关系。广西调节阀半球生产厂家