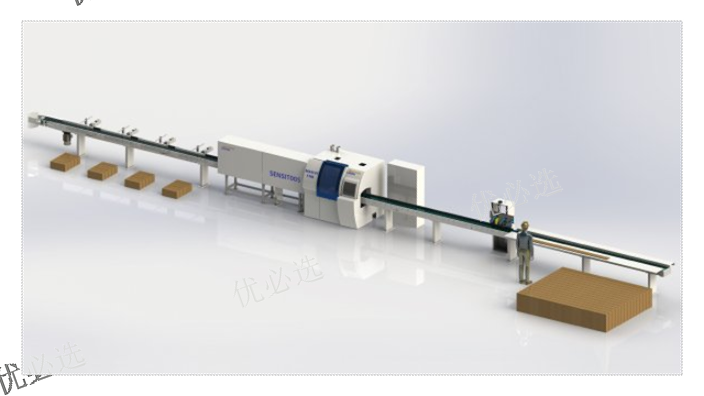
优必选横截锯MAXCUTCS15/SF15这款横截锯特别适合对实木有深加工要求的家具厂,比如沙发厂。测量、优化与锯切几乎是同时进行的,尤其是“单多量少”型生产更适用此款机型。。设备运行安全高效,可以提高木材整体利用价值达3%到5%。优势:1.识别并去除荧光划线的缺陷(结疤、裂纹、去头尾)2.先测量优化后进行锯切,锯切精度高3.不间断连续进料,生产能力可大幅提升4.降低工人的劳动强度优必选横截锯有很多优化模式,可以根据生产灵活调节广州设备价格哪家好呢,欢迎咨询优铠(上海)机械 。襄阳集成材加工设备出厂价

人员分派优选锯的使用除了增加产量的同时给业主带来更多的效益,也节省了相关人员的费用。因为如今的劳工市场比较紧张的情况下,要保留熟练的工人相对较难。培训一个新的优选锯的操作人员,只需教他怎样在板材上作记号,这比培训一个新的手动锯的工人要容易得多,快得多,而且可以避免因培训新的手动锯的人员而对生产造成不必要的损失。优选锯不仅降低了对操作人员的要求,而且为操作人员提供了更为安全的工作环境。或许它比较大的优点在于电子系统工作保证全天甚至全周的连贯一致性。不会生病,不会受心情的好坏影响,整个班次保持自始至终的锯切精度。人工锯切要求工人的高技能,相对而言,工人的报酬较高而且流动性较大。扫描技术只只需要人工做标记,而且节省了费用,提高了效益。滁州沙发ERP加工设备出厂价上海设备售后服务哪家好呢,欢迎咨询优铠(上海)机械 。

影响我国木工机械发展的三大障碍①低价竞争造成恶果我国人造板设备市场是遭受恶性降价严重的行业,目前多数人造板设备企业已经到了无利可图的地步,一些濒临破产的企业甚至赔本竞价扰乱市场。在国家强制人造板按照国际标准生产以后,那些制造低档次人造板设备的企业将被淘汰。②产品研发存在差距发达国家木工机械的德国和意大利木工机械水平高,数控普及率、加工精度、产品功能和噪音指标等都比我国木工机械高出一定的档次,而且发达国家的木工机械结构多样,品种数量也远远超过我国。③市场网络有待拓宽我国木工机械在传统市场的主要障碍是没有市场基础和代理队伍,因此在传统市场建立木工机械代理队伍和经销队伍,同时进一步招商引资,走出国门到国外办企业。
优必选横截锯 MAXCUT F18S,搭载了**软件-MAXCUT系列横截优选锯推荐算法动态链接库,F18S作为一款全推荐设备,可以实现长度推荐、数量推荐、价值推荐、等级推荐等推荐功能。操作安全、高效。可以提高3%到5%的出材率。优势:1.识别并去除荧光划线的缺陷 (结疤、裂纹、去头尾)2.先测量优化后进行锯切,锯切精度高3.降低工人的劳动强度4.可以与公司的“木材纹理扫描仪”与“木材选色机”进行智能连线5.可以与“精密锯切”系列产品连线,适用于精度超高要求生产6.有很多优化模式,可以根据生产灵活调节东台设备服务哪家好呢,欢迎咨询优铠(上海)机械 。
SMARK-O全自动测量及优化系统用于实木备料工段,锯切前的测量,优化,标识木材信息,大幅提高备料出材率。木材的等级,长度,锯切位置信息自动喷墨(荧光)标示在板材上低投资,完全利用工厂先有的锯切设备,中小企业都能用的起的全推荐设备,简单利用全自动木材测量推荐标识系统,利用原有的锯切设别,很少的投资,可大幅度提高木材利用率,每年可提高可观的木材利用总价值!优势:识别并去除荧光划线的缺陷(结疤、裂纹、去头尾)识别珍贵木材,零浪费不需要另外投资而完成优化增加木材的使用面积可以喷墨打印在木材上南京设备售后服务哪家好呢,欢迎咨询优铠(上海)机械 。潍坊集成材加工设备
南京沙发框架加工设备售后服务哪家好,欢迎咨询优铠(上海)机械有限公司。襄阳集成材加工设备出厂价
工件作旋转运动,刀具作直线进给运动,主要用于加工成形回转体如圆柱形、圆锥形、盘形、球形等的零件。木材切削加工的缺陷加工缺陷的产生,有的是由于切削机床调整欠佳,刀具安装不正确,刀刃变钝或切削时发生振动;有的是由于工艺条件,如切削角、切削量、进给速度等选择不当;有的则是由于木材表面的纤维方向、年轮方向以及局部涡纹、扭纹或含水率过高等的影响。常见的切削加工缺陷有:①切削刀痕,如圆周铣削时因切削刀头上各个刀尖不在同一圆周上而在工件表面形成的波浪形切削轨迹;②切削沟纹,常发生于针叶材的加工表面;③削片压痕,多系切削刀刃上带有的碎屑片在工件表面上压出的凹痕;④撕裂纹,因刀具切削角过大,木材在刀刃达到之前裂开并延伸到材面以下所致;⑤松纹分层,常由于削刃太钝或材质缺陷引起;⑥毛刺,即加工表面的木材纤维被刀刃扯起,多因工件含水率高或刀刃过钝所致;⑦波浪纹,由于刀具切削角较小或刀刃太钝、工件含水率过高等原因,工件表面的晚材或早材凸出材面,或因工件在切削中发生振动而产生;⑧表面灼焦,在圆周铣削中,刀刃较钝,进料因故停止,刀刃与木材表面摩擦而成。襄阳集成材加工设备出厂价

