- 品牌
- 凯达
- 型号
- 齐全
- 类型
- 手轮,机械手,冷却管,排屑器,中心架,砂轮修整器,尾座,机床槽板,操纵阀,机床卡具,分离过滤机,纸带过滤机,花盘,机床接杆,刀库,动力卡盘用缸,冲头,可调操作阀,跟刀架
- 通用特性
- 高精度,精密,电动,数控
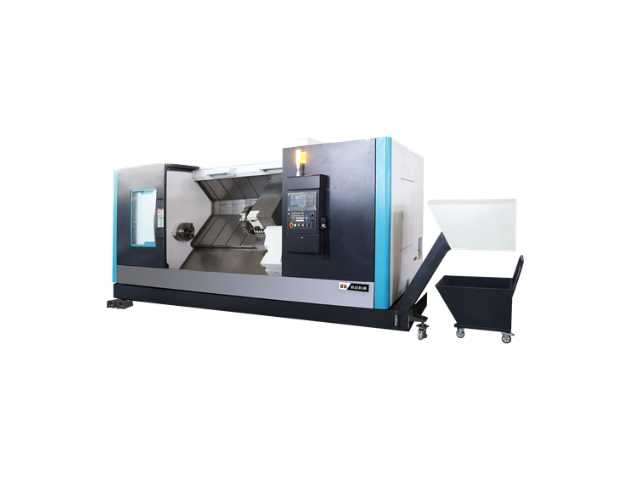
高速钻攻中心的X、Y、Z轴都采用精密直线导轨,这种导轨具有高刚性和高精度,能够确保机床在高速运动时的稳定性和精确性。直线导轨还具有低摩擦、低噪音和长寿命等优点,能够提高机床的工作效率和使用寿命。高速钻攻中心采用夹臂式刀库,这种刀库结构紧凑,能够容纳多个刀具,实现自动换刀。夹臂式刀库具有换刀准确迅速的特点,可以缩短换刀时间,提高生产效率。同时,夹臂式刀库还能够保护刀具,延长其使用寿命。高速钻攻中心的工作台采用进口大螺距丝杠,这种丝杠具有大螺距和高传动效率的特点,能够使工作台移动迅捷高效。大螺距丝杠还具有较高的刚性和稳定性,能够承受较大的工作负荷,适用于高速钻攻中心的高速运动要求。车削加工中心的设计理念以人为本,其高刚性和精密技术让操作更为简便,提高了生产效率。吉林数控加工机床的种类

在现代制造业中,车削加工中心作为一种高效、高精度的机床设备,发挥着越来越重要的作用,以下是车削加工中心的主要特点:1、数控系统的采用:车削加工中心采用先进的数控系统,具备齐全的功能和可靠的性能。这种数控系统能够实现高精度的加工控制,提供多种加工模式和参数设置,满足不同加工需求。同时,该系统还具有友好的人机界面,方便操作人员进行控制和监控。2、紧凑的机电液一体化设计:车削加工中心采用机电液一体化设计,结构紧凑,集成度高。这种设计能够有效地减少设备的占地面积,降低生产成本,提高生产效率。同时,由于各个系统的有机整合,使得设备的维护和保养更加方便快捷。嘉兴线切割机床加工数控镗铣加工可以通过快速定位和高速切削技术,缩短加工周期,提高生产效率,降低生产成本。
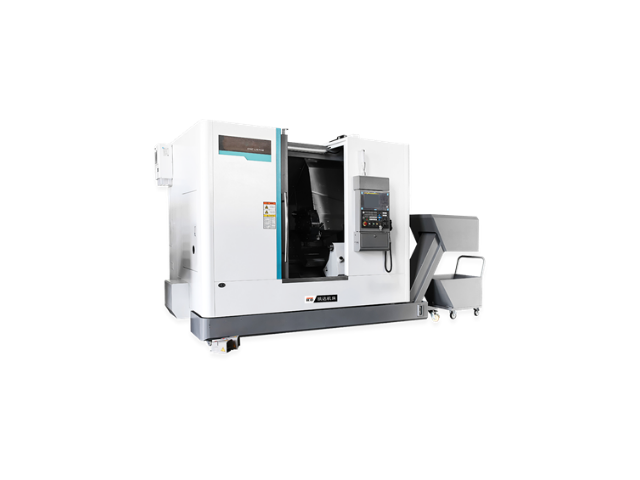
高速钻攻中心在X、Y、Z三个方向上都采用了精密直线导轨,这种导轨具有高刚性、高精度、高速度等特点。精密直线导轨的采用使得高速钻攻中心在加工过程中具有更高的稳定性和精度,能够满足各种复杂零件的加工需求。同时,精密直线导轨的采用还降低了高速钻攻中心的磨损,延长了其使用寿命。高速钻攻中心采用了夹臂式刀库,这种刀库具有换刀速度快、换刀精度高、刀具容量大等优点。夹臂式刀库的采用使得高速钻攻中心在加工过程中能够快速更换刀具,提高了加工效率。同时,夹臂式刀库的换刀过程非常准确,确保了加工零件的精度和质量。
卧式加工中心的X/Y/Z轴配置光栅位置检测装置,实现全闭环控制,这种检测装置具有较高的检测精度和响应速度,可以实时监测机床的运动状态,确保加工过程的稳定性和精度。卧式加工中心采用自动换刀系统,可以实现快速换刀,减少换刀时间,提高生产效率。自动换刀系统通常包括刀库、刀架、换刀电机等部件,可以实现多种刀具的自动更换。卧式加工中心配备自动测量系统,可以实现对工件尺寸、形状、表面粗糙度等参数的自动测量和评价。自动测量系统可以提高加工过程的自动化程度,减少人工干预,提高生产效率和产品质量。数控镗铣床具有高刚性、高稳定性和高可靠性的特点,能够确保加工过程的精确性和稳定性。
车削加工中心采用独特的30°整体斜床身结构,这一设计在提高机床刚性的同时,也优化了切屑流动路径,使得排屑更为顺畅,有效避免了切屑堆积对加工精度和刀具寿命的影响。此外,倾斜床身还能有效降低工件在重力作用下的变形,从而确保了高精度的加工效果。X轴和Z轴均采用了精密直线滚动导轨,这种导轨具有低摩擦、高刚性、高精度的特点,可以实现无间隙传动,保证了机床在高速运动过程中的定位精度和重复定位精度。无论是长时连续工作还是快速进给加工,都能保持极高的稳定性与准确度。车削加工中心配备肖特带动力的伺服刀架,这是一种集成了钻孔、铣削、攻丝等多种加工功能于一体的高级刀具装置。通过数控系统的指令控制,可以在一次装夹中完成多种工序,有效提高了生产效率和零件的一致性,降低了工件周转时间,同时也满足了现代制造业对于复杂零件高效精密加工的需求。无论是大型还是小型零件,车削加工中心都能应对自如,展现出其强大的加工能力。吉林数控加工机床的种类
铣削加工应用于机械制造、航空航天、汽车工业等领域,能够加工各种复杂形状的零部件。吉林数控加工机床的种类
高速钻攻中心采用了进口的大螺距丝杠传动系统,这种设计使得工作台的移动更为迅捷高效。大螺距丝杠具备高传动效率、承载能力强的特点,能够在短时间内驱动工作台实现快速而平稳的进给,满足高速切削的需求。并且,配合精密预紧技术和高精度轴承支撑,确保了长时间高速运行下的稳定性和精度保持性。高速钻攻中心配备了完善的工件冷却系统,包括高效的冷却液喷嘴和流量控制装置。在高速切削过程中,冷却液能及时带走大量的切削热,降低工件变形的风险,并有效延长刀具使用寿命,提升工件表面质量。同时,良好的冷却效果还能防止切屑二次附着,保持切削区域的清洁,进一步确保了加工精度和工艺稳定性。吉林数控加工机床的种类
- 内蒙古大型加工机床 2026-02-11
- 零件加工机床哪家靠谱 2026-02-11
- 福建常见的加工机床 2026-02-11
- 机械机床加工报价 2026-02-11
- 线切割机床加工收费明细 2026-02-11
- 陕西小型机床加工 2026-02-11
- 湖南数控加工机床型号 2026-02-11
- 南宁龙门式加工机床 2026-02-11
- 上海全自动机床加工 2026-02-11
- 济南850cnc加工机床 2026-02-11
- 西安机床加工成品 2026-02-11
- 青海六轴数控机床加工 2026-02-10