通常情况下,在激光焊锡机的焊接过程中并不需要进行脱渣处理。这是因为,与传统熔化焊接方式不同,激光焊锡机焊接过程中没有产生气体、熔渣、飞溅等问题,因此不需要进行脱渣处理。激光焊锡机焊接时,只需要在工件表面附近形成一个很小的熔池,这个小熔池中的材料在激光束聚焦下很快被熔化和混合,而没有产生大量气体等副产品。此外,由于激光束的高度集中度和准确性,激光焊锡机可以焊接非常细小的材料,而且不会使接头变得臃肿。然而,需要注意的是,在一些特定的情况下,也可能需要进行一些脱渣处理。例如,在使用一些带涂层的金属材料进行激光焊接时,涂层的化学成分或颗粒可能会降低焊接强度并妨碍接头的完全结合。在这种情况下,可能需要使用特殊的脱渣方法来处理这些副产品,以保证焊接质量的高水平。综上所述,通常情况下,在激光焊锡机的焊接过程中不需要进行脱渣处理。但是,具体情况需根据实际的焊接材料和条件进行评估,并选择相应的处理方法来实现较好的焊接效果。激光焊锡机的焊接过程可监测焊接质量和参数。江西专业激光焊锡机
在激光焊锡机的焊接过程中,冷却处理通常是必要的。激光焊锡机焊接过程中会产生高温,使工件和焊接接头受热,因此在焊接完成后,需要进行适当的冷却处理以确保焊接接头的质量和稳定性。冷却处理有几种方式:自然冷却:这是很常见的冷却方法,即让焊接接头自然散热和冷却至室温。这种方法适用于一般的焊接应用,可以在焊接完成后等待一段时间,让焊接接头自然冷却。水冷:对于高功率、长时间焊接或需要更快的冷却速度的情况,可以采用水冷系统来加速冷却过程。水冷系统通过流动冷却水来吸收焊接接头的热量,降低温度并加快冷却速度。风冷:某些情况下,可以使用风冷系统来加速冷却过程。风冷系统通过强制对焊接接头进行冷却空气的吹拂,以提高冷却效果。具体采用哪种冷却方式取决于焊接过程中产生的热量、焊接材料的热导率以及应用的需求。为了确保焊接接头的质量和稳定性,冷却处理是非常重要的一步,可帮助控制焊接接头的冷却速度、晶粒尺寸和组织结构,从而达到理想的焊接结果。在使用激光焊锡机进行焊接时,建议根据具体的焊接材料、焊接模式和应用要求,参考激光焊锡机的使用手册和供应商的建议,选择适当的冷却方法和参数。广州半导体激光焊锡机报价激光焊锡机可以实现对不同金属之间的焊接,如铜与铝的连接。
激光焊锡机的焊接速度与焊接接头形状的对称性存在一定的关系,但并不是决定性因素。以下是一些相关的考虑因素:热传导和热稳定性:焊接接头的对称性可以影响热能在焊接区域的传导和分布。对称形状的接头有助于更均匀地分布热量并提高热稳定性,这可以支持较高的焊接速度。加热和冷却均匀性:对称形状的焊接接头通常具有更均匀的加热和冷却特性。这可以减少热应力和变形,从而使焊接区域在焊接过程中保持稳定,提高焊接速度。焊接路径和光束控制:焊接速度还受激光焊锡机的光束控制和焊接路径规划的影响。焊接速度可能会受到加工曲线的形状和轮廓的限制。复杂形状的接头可能需要较慢的焊接速度,以确保光束准确地覆盖整个焊接区域。材料和焊接参数:焊接速度还受到所用材料以及焊接参数(如功率、焦距、光斑直径等)的影响。不同材料和不同焊接参数可能需要不同的焊接速度来达到较好焊接效果。
激光焊锡机的焊接速度与焊接材料厚度之间存在一定的关系,但具体的关系取决于多个因素,包括激光功率、焊接模式、焊缝设计等。以下是一些一般性的观察和原则:相同焊接质量要求下,焊接速度与焊接材料厚度通常呈反比关系。也就是说,焊接材料越厚,焊接速度需要相应降低,以确保足够的热输入和充分的熔化。对于较薄的材料,焊接速度可以相对较高。由于较薄的材料热传导性较好,热输入较少时仍能够快速传导和散热,因此可以采用较高的焊接速度。对于较厚的材料,焊接速度需要相应降低。较厚的材料需要更多的热输入来充分熔化,而且热传导性较差,热能不易散失。因此,较厚的材料需要较低的焊接速度,以确保足够的热输入和充分的熔化。需要注意的是,焊接速度与焊接材料厚度之间的关系还受到其他因素的影响,如激光功率、焊接模式(脉冲或连续)、焊缝设计等。这些因素的选择和调整也会对焊接速度和焊接质量产生影响。因此,在实际操作中,需要综合考虑多个因素,并进行实验和优化,以确定较好的焊接速度和参数组合,以满足具体焊接要求。激光焊锡机可以进行定点、定向、定长的焊接操作。
激光焊锡机可以进行多种焊接形式,包括点焊、线焊和面焊。这些形式可以根据焊接需求和工件的特点来选择。点焊:激光焊锡机可以实现点对点的焊接,即在工件上焊接点的位置进行局部加热并形成焊点。这种焊接形式适用于需要高精度焊接的应用,如微电子器件的封装焊接、电子元件的连接等。线焊:激光焊锡机也可以进行线焊,即在工件上沿着一条线进行焊接。线焊可以实现长焊缝的形成,适用于需要连接或填充长焊缝的应用,如金属管道的连接、焊接接头的加固等。面焊:激光焊锡机还可以进行面焊,即在工件的表面进行整体的焊接。面焊可以实现大面积的焊接和涂覆,适用于需要覆盖整个表面的应用,如涂覆保护层、焊接金属板等。除了上述形式,激光焊锡机还可以根据具体需求进行特殊形式的焊接,如环形焊接、曲线焊接等。这些形式的选择取决于焊接任务的要求和工件的特点。需要注意的是,不同的焊接形式可能需要不同的焊接参数和工艺设置。在使用激光焊锡机进行特定形式的焊接时,建议根据设备的操作手册和相关指导进行参数设置和程序编写,以确保焊接质量和效果。激光焊锡机具有高度可控性,可根据不同要求进行参数调整,适应不同工艺。江西专业激光焊锡机
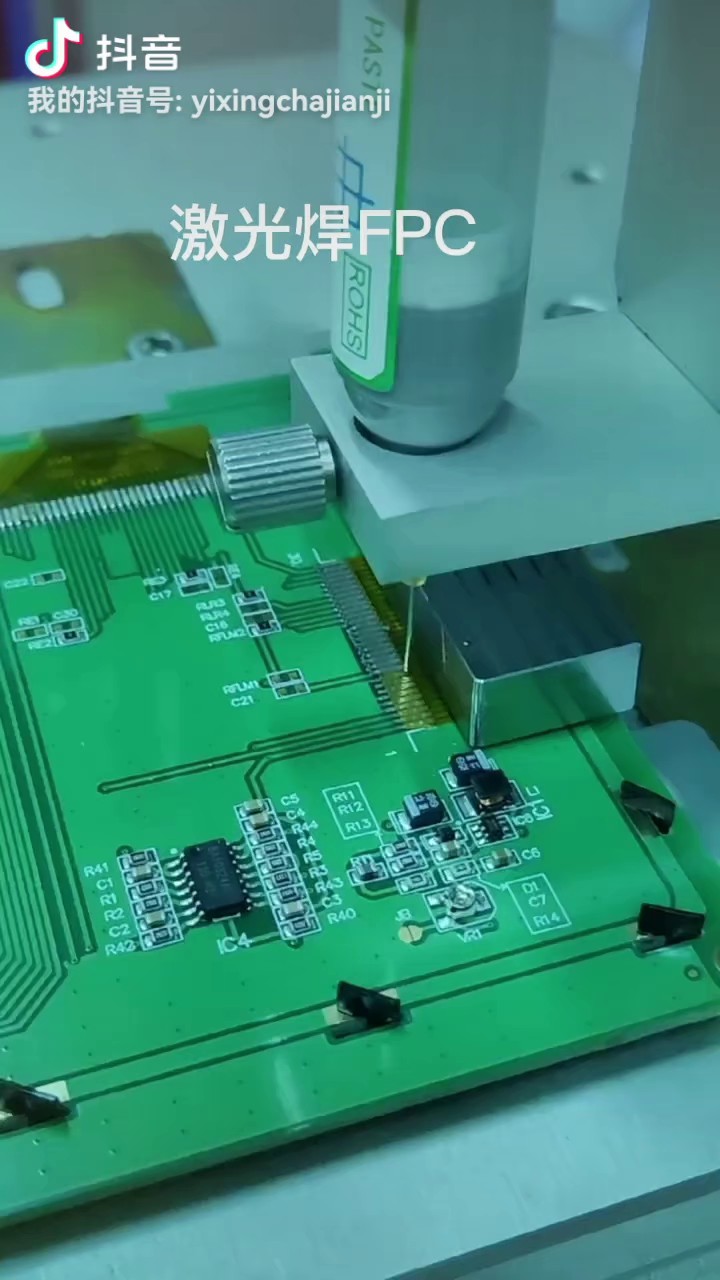
激光焊锡机可以实现很大强度、高精度的细线连接,如电子线路板的布线连接。江西专业激光焊锡机
激光焊锡机的操作和编程方式可以根据具体的设备和控制系统而有所不同。以下是一般情况下的操作和编程方式:操作方式:打开电源:首先,按照设备的操作手册或指示打开激光焊锡机的电源,并确保设备处于正常工作状态。准备工件:将需要焊接或涂覆的工件放置在焊接区域内,并根据需要进行固定和定位。设置参数:根据焊接或涂覆的要求,设置激光焊锡机的相关参数,如激光功率、焊接速度、焊接模式等。启动焊接:确认参数设置无误后,按下启动按钮或执行相应的操作指令,开始激光焊接过程。编程方式:离线编程:使用专门的激光焊锡机编程软件,在计算机上进行焊接程序的编写和调试。通过软件提供的界面,可以设置焊接路径、焊接参数和焊接顺序等。在线编程:有些激光焊锡机支持在线编程,可以通过设备的控制面板或触摸屏界面进行程序的编写和修改。在设备上直接输入焊接路径和参数,然后保存并执行。在编程过程中,需要考虑焊接路径、焊接速度、激光功率、焊接模式等参数的设置。还可以根据具体需求,进行焊接模式的选择,如脉冲焊接、连续焊接等。编程时还需要注意安全性和焊接质量的要求,确保程序的准确性和稳定性。江西专业激光焊锡机