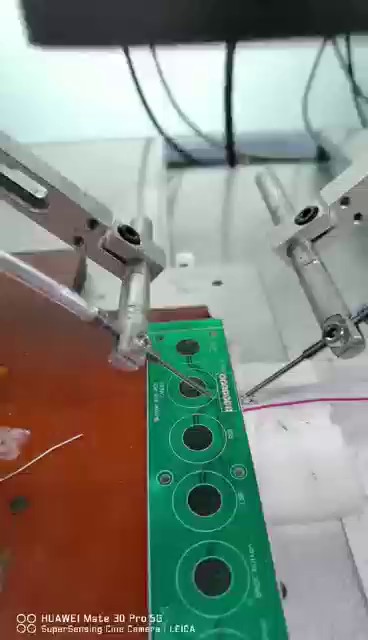
激光焊锡机可以进行多种焊接形式,包括点焊、线焊和面焊。这些形式可以根据焊接需求和工件的特点来选择。点焊:激光焊锡机可以实现点对点的焊接,即在工件上焊接点的位置进行局部加热并形成焊点。这种焊接形式适用于需要高精度焊接的应用,如微电子器件的封装焊接、电子元件的连接等。线焊:激光焊锡机也可以进行线焊,即在工件上沿着一条线进行焊接。线焊可以实现长焊缝的形成,适用于需要连接或填充长焊缝的应用,如金属管道的连接、焊接接头的加固等。面焊:激光焊锡机还可以进行面焊,即在工件的表面进行整体的焊接。面焊可以实现大面积的焊接和涂覆,适用于需要覆盖整个表面的应用,如涂覆保护层、焊接金属板等。除了上述形式,激光焊锡机还可以根据具体需求进行特殊形式的焊接,如环形焊接、曲线焊接等。这些形式的选择取决于焊接任务的要求和工件的特点。需要注意的是,不同的焊接形式可能需要不同的焊接参数和工艺设置。在使用激光焊锡机进行特定形式的焊接时,建议根据设备的操作手册和相关指导进行参数设置和程序编写,以确保焊接质量和效果。激光焊锡机可以实现对高反应性和易氧化金属的保护性焊接,如钛合金。黑龙江激光锡丝焊锡机功率
激光焊锡机在焊接过程中会对周围材料产生热影响区(Heat-Affected Zone,HAZ)。激光焊锡机通过高能量的激光束将焊接材料加热至熔点以上,以实现焊接。在激光焊接过程中,激光束会集中能量在焊缝附近,瞬间加热焊接区域,使其快速熔化。这会导致周围的材料受到热量的传导,产生热输入,并形成一个热影响区。热影响区是指在焊接过程中受到足够高温或温度梯度影响的区域,其组织结构、性能或化学成分可能发生变化。热影响区的大小和特性取决于多个因素,包括焊接参数、材料的导热性、焊接速度和冷却速度等。通常情况下,热影响区的尺寸与焊接材料的导热性和热容量有关,热导率较高的材料影响区较小,反之则较大。对于某些材料,如金属合金,热影响区内的组织结构可能发生改变,包括晶粒尺寸的增大、悬浮沉淀物的析出和相变等。这些变化可能会对材料的性能产生影响,例如硬度、强度和耐腐蚀性等。为了降低热影响区的大小和影响,可以采取一些措施。例如,调整焊接参数,如减小激光功率和焊接速度,以使热输入尽可能低。此外,可以采用辅助冷却方法,如气体喷射冷却或提供附加冷却介质,以加速焊接区的冷却。河南锡丝激光焊锡机用处激光焊锡机可以实现对灵活材料的非接触式微细连接,如柔性电子元件。
激光焊锡机的焊接速度与焊接接头的表面涂层之间存在一定的关系。表面涂层可以对焊接速度产生影响,特别是对焊接接头的熔池形成和凝固过程的控制。不同的表面涂层材料具有不同的热导率、吸收率和反射率等特性,这些特性会影响激光能量的吸收和传递情况。具体而言,以下几个方面可以影响焊接速度和焊接接头的质量:吸收率:表面涂层的吸收率指的是材料对激光能量的吸收能力。如果涂层具有较高的吸收率,它将吸收更多的激光能量,从而提高焊接速度。相反,如果涂层具有较低的吸收率,它将较少吸收激光能量,可能需要较长的焊接时间。反射率:表面涂层的反射率指的是材料对激光能量的反射能力。如果涂层具有较高的反射率,它将反射更多的激光能量,从而减少能量的吸收和传递到焊接接头,可能需要更长的焊接时间。相反,如果涂层具有较低的反射率,它将较少反射激光能量,提高能量的吸收和传递效率,可能可以实现较快的焊接速度。
激光焊锡机的操作难度可以因设备型号、应用领域和个人经验而异。一般来说,激光焊锡机的操作可能需要一定的技术知识和经验,但相比传统的焊接方法,它通常具有更高的精确性和自动化程度。以下是一些关于激光焊锡机操作难度的要点:技术知识:操作激光焊锡机需要一定程度的技术知识,包括对激光技术、材料特性、焊接参数等方面的了解。了解如何设置合适的焊接参数和调整焊接模式是至关重要的。设备操作:使用激光焊锡机需要熟悉设备的操作步骤和安全注意事项。这包括熟悉激光焊锡机的控制面板、安全开关和紧急停止按钮等操作元件。参数设置:为了实现理想的焊接效果,需要根据焊接任务的要求设置合适的参数,例如激光功率、光斑直径、焊接速度等。准确地调整这些参数可能需要一定的实践和经验积累。应用特定:不同的应用领域可能对激光焊锡机的要求和操作也会有所不同。例如,在金属焊接中,还需要了解不同金属材料的特点和对焊接过程可能产生的影响。尽管激光焊锡机的操作可能对初学者有一定的学习曲线,但随着经验的积累和正确的培训,操作难度可以逐渐降低。此外,一些激光焊锡机设备配备了用户友好的界面和自动化功能,可以提升操作的便利性和效率。激光焊锡机具有较低的操作难度和易于控制的特点,降低了人为错误。
激光焊锡机的焊接速度与焊接接头的材料结构之间存在一定的关系。下面我将详细解释这个关系。材料类型:不同类型的材料对激光的吸收率和导热性能有所差异,这直接影响了激光焊锡机的焊接速度。一般来说,激光在吸收率较高的材料上会产生更高的热能,从而加快焊接速度。例如,激光在金属材料上的吸收率较高,因此在金属材料上的焊接速度通常较快。材料厚度:材料的厚度也会影响激光焊锡机的焊接速度。较薄的材料对激光的吸收较快,热量更容易集中在焊接区域,因此较薄材料上的焊接速度通常较快。相反,较厚的材料因为热量需要传导到更深的区域,所以焊接速度可能相对较慢。结构设计:焊接接头的结构设计也会影响激光焊锡机的焊接速度。复杂的接头结构可能需要更多的焊接路径和处理时间,导致整体的焊接速度变慢。相反,简单的接头结构可以更容易地焦点对准并进行高速焊接。需要注意的是,激光焊锡机的焊接速度不只受到材料结构的影响,还受到其他因素的综合影响,如激光功率、焦点大小、扫描速度等。通过合理调整这些参数,可以优化焊接速度,并在保证焊接质量的前提下提高生产效率。激光焊锡机可以焊接薄板材料而不产生焊缝。武汉光纤激光焊锡机
激光焊锡机适用于对具有高电磁干扰敏感性的电子元件的焊接。黑龙江激光锡丝焊锡机功率
在激光焊锡机的焊接过程中,有可能会产生气泡或气孔。气泡或气孔的形成主要与以下几个因素有关:气体污染:焊接过程中,如果焊接区域存在气体污染物(如油、水、氧化物等),这些污染物在激光照射下会产生气体,形成气泡或气孔。材料表面处理:焊接前,如果材料表面存在油脂、氧化物、涂层等,这些物质在焊接过程中可能会产生气体,导致气泡或气孔的形成。激光功率和参数:激光焊锡机的激光功率和参数设置对焊接过程中的气泡或气孔形成有影响。如果激光功率过高或焊接速度过快,可能会导致材料表面未完全熔化,气体无法逸出而形成气孔。材料选择:不同材料的焊接特性不同,有些材料更容易产生气泡或气孔。例如,铝合金在焊接过程中容易吸气,因此需要采取适当的措施来避免气泡或气孔的形成。黑龙江激光锡丝焊锡机功率