- 品牌
- 凯达
- 型号
- 齐全
- 类型
- 手轮,机械手,冷却管,排屑器,中心架,砂轮修整器,尾座,机床槽板,操纵阀,机床卡具,分离过滤机,纸带过滤机,花盘,机床接杆,刀库,动力卡盘用缸,冲头,可调操作阀,跟刀架
- 通用特性
- 高精度,精密,电动,数控
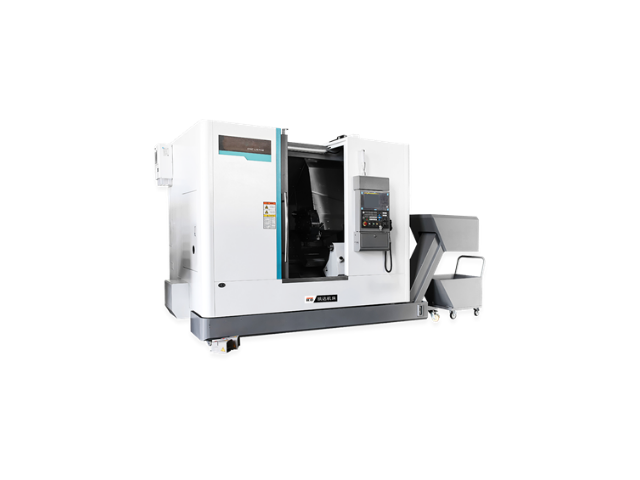
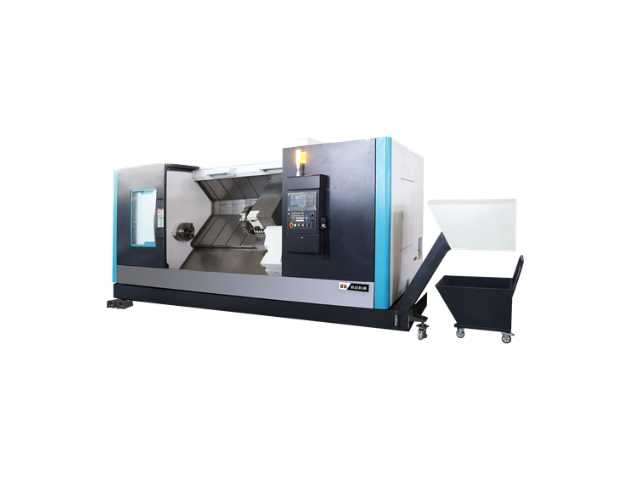
车削加工中心的整体斜床身设计,是该设备明显的特点之一,与传统的卧式车床相比,斜床身能更好地适应高速切削,提高加工效率。此外,斜床身的整体结构使得整机的刚性得到了极大的提升,从而确保了加工过程的稳定性和准确性。斜床身设计在排屑方面也表现优异。在车削过程中,切削下来的废料和切屑需要迅速、有效地排出,以避免影响加工精度和刀具寿命。斜床身的结构有助于顺畅的排屑,减少了切屑堆积的可能性,从而提高了设备的持续加工能力。数控镗铣加工技术的发展推动了智能化制造的进程,为制造业的未来发展提供了新的机遇和挑战。青海双头数控机床加工

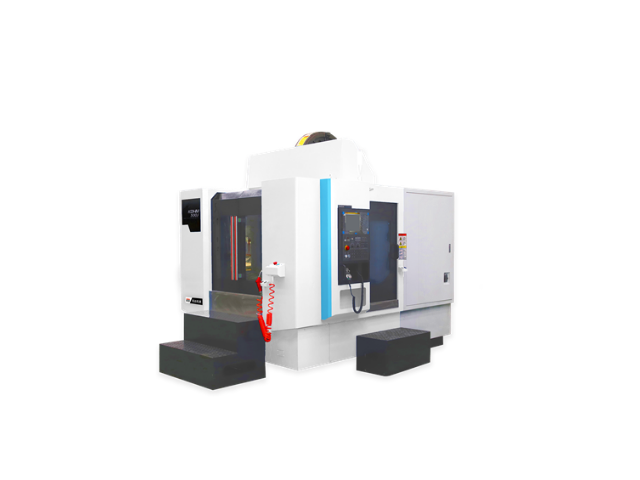
高速钻攻中心在X、Y、Z三个方向上均采用了精密的直线导轨,这种设计使得主轴在运动过程中具有极高的定位精度和重复定位精度,从而保证了加工零件的尺寸精度和一致性。同时,直线导轨的润滑性能良好,能够有效降低摩擦阻力,提高运动平稳性,进一步延长了机床的使用寿命。高速钻攻中心采用了一种独特的夹臂式刀库,这种刀库换刀速度快,定位准确,能够大幅提高加工效率。在换刀过程中,夹臂式刀库通过快速夹持和松开刀具,实现了刀具的快速更换。此外,刀库管理系统还能对刀具进行统一管理,有效避免了刀具混乱对加工过程的影响。内蒙古多轴加工机床数控镗铣加工采用模块化设计理念,使它的结构更加紧凑和灵活,便于运输和维护。

车削加工中心的正副主轴均采用了高刚性结构电主轴,这种主轴设计不仅确保了在高速旋转下的高稳定性,而且为刀具提供了强有力的支持,进一步提高了加工精度。更为出色的是,这两个主轴都配备了角度编码器。在传统的车削加工中,对接和同步驱动主要依赖于人工操作和经验,这无疑增加了误差的可能性。而有了角度编码器,这些问题得到了有效的解决。它能够实现精确的角度控制和同步驱动,使得零件对接更为准确、快速。车削加工中心的另一个关键特点是各运动轴导轨均采用了精密直线滚动导轨。这种导轨设计相较于传统的滑动导轨,具有无间隙传动的优点。它消除了传统导轨中可能存在的间隙,确保了各轴在运动过程中的稳定性和精确性。
高速钻攻中心在X、Y、Z三个方向的移动采用了精密直线导轨,与传统的滑动导轨相比,直线导轨具有更高的导向精度和刚性。这种设计确保了机床在高速移动过程中的稳定性和准确性,有效降低了由于振动和误差导致的加工误差。同时,直线导轨的润滑结构也得到了优化,减少了润滑油的使用量,提高了加工效率。高速钻攻中心采用了夹臂式刀库,这种刀库具有换刀速度快、精度高的优点。夹臂式刀库利用强力夹爪将刀具牢牢固定在刀库内,避免了刀具在换刀过程中发生晃动或脱落的情况。同时,夹臂式刀库还配备了先进的预选刀功能,可以根据加工需求预先选择刀具,进一步缩短了换刀时间,提高了加工效率。车削加工中心采用整体斜床身设计,确保了高刚性和出色的排屑性能,使得加工过程更为顺畅。
从整体结构设计来看,车削加工中心采用了独特的整体斜床身设计,这种设计的优势在于,通过斜向布局,不仅使得机床在运行过程中具有更好的稳定性,有效避免了因工件重力引起的变形,从而保证了整机刚性的明显提升。同时,斜床身设计还极大地优化了排屑性能,利用自然重力原理,使得切削过程中的铁屑能更顺畅地排出,既减少了铁屑对加工区域的影响,提高了工作效率,又降低了刀具损耗,延长了机床使用寿命。车削加工中心的各运动轴导轨系统,选用了精密直线滚动导轨,相比传统的滑动导轨,直线滚动导轨摩擦阻力小,动态响应快,且由于滚动接触的方式,磨损有效降低,从而实现了无间隙传动。这样的设计大幅提升了机床的运动刚性和定位精度,使得加工中心在进行高速、高精度连续切削时,仍能保持稳定的机械性能和出色的加工品质。无论是对于批量生产的标准件,还是对于精度要求极高的定制化零部件,都能游刃有余地应对。数控镗铣加工可以通过快速定位和高速切削技术,缩短加工周期,提高生产效率,降低生产成本。江苏精密机床加工
数控镗铣加工技术的发展推动了机械制造业的转型升级,促进了产业的发展和创新。青海双头数控机床加工
高速钻攻中心在X、Y、Z三个方向上均采用了精密的直线导轨,这种设计确保了机床的高刚性和高稳定性。在钻孔和攻丝过程中,这种高精度的导向系统可以有效地减小误差,提高加工精度。同时,它还有助于减少振动,使加工过程更加平稳。精密直线导轨的使用有效提高了高速钻攻中心的定位精度和重复定位精度,满足了现代制造业对高精度加工的需求。高速钻攻中心采用了一种创新的夹臂式刀库,这种刀库设计使得换刀操作变得快速而准确。夹臂式刀库能够快速、准确地夹持和更换刀具,减少了非加工时间,提高了生产效率。此外,这种刀库还具有容量大的特点,可以容纳多种不同规格的刀具,从而满足了多种加工需求。青海双头数控机床加工
- 内蒙古大型加工机床 2026-02-11
- 零件加工机床哪家靠谱 2026-02-11
- 福建常见的加工机床 2026-02-11
- 机械机床加工报价 2026-02-11
- 线切割机床加工收费明细 2026-02-11
- 陕西小型机床加工 2026-02-11
- 湖南数控加工机床型号 2026-02-11
- 南宁龙门式加工机床 2026-02-11
- 上海全自动机床加工 2026-02-11
- 济南850cnc加工机床 2026-02-11
- 西安机床加工成品 2026-02-11
- 青海六轴数控机床加工 2026-02-10