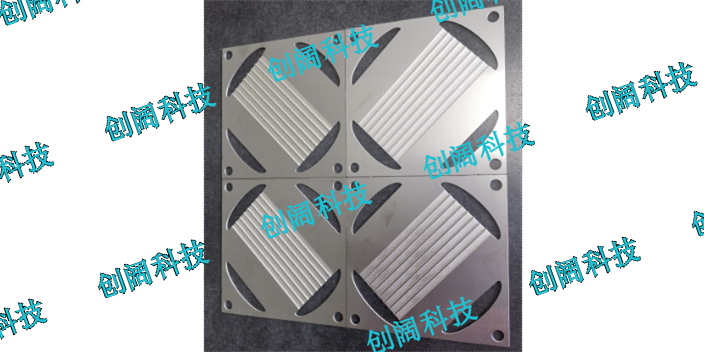
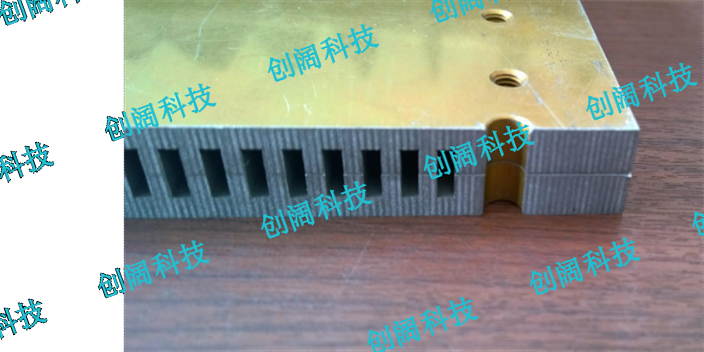
创阔科技使用的真空扩散焊是一种固态连接方法,是在一定温度和压力下使待焊表面发生微小的塑性变形实现大面积的紧密接触,并经一定时间的保温,通过接触面间原子的互扩散及界面迁移从而实现零件的冶金结合。扩散焊大致可分为三个阶段:第一阶段为初始塑性变形阶段。在高温和压力下,粗糙表面的微观凸起首先接触,并发生塑性变形,实际接触面积增加,并伴随表面附着层和氧化膜的破碎,使界面实现紧密接触,形成大量金属键,为原子的扩散提供条件。第二阶段为界面原子的互扩散和迁移。在连接温度下,原子处于较高的活跃状态,待焊表面变形形成的大量空位、位错和晶格畸变等缺陷,使得原子扩散系数增加。此外,此阶段还伴随着再结晶的发生,以实现更加牢固的冶金结合和界面孔洞的收缩及消失。第三阶段为界面及孔洞的消失。该阶段原子继续扩散使原始界面和孔洞完全消失,达到良好的冶金结合。其优点可归纳为以下几点:(1)接头性能优异。扩散焊接头强度高,真空密封性好,质量稳定。对于同质材料,焊接接头的微观组织及性能与母材相似,且母材在焊后其物理、化学性能基本不发生改变。(2)焊接变形小。扩散连接是一种固相连接技术,焊接过程中没有金属的熔化和凝固。换热器多结构置换,加工制作创阔科技来完成。四川PCHE应用微通道换热器
通过各向异性的蚀刻过程可完成加工新型换热器,使用夹层和堆砌技术可制造出各种结构和尺寸,如通道为角锥结构的换热器。大尺度微通道换热器形成微通道规模化的生产技术主要是受挤压技术,受压力加工技术所限,可选用的材料也极为有限,主要为铝及铝合金微通道加工方式随着微加工技术的提高,可以加工出流道深度范围为几微米至几百微米的高效微型换热器。此类微加工技术包括:平板印刷术、化学刻蚀技术、光刻电铸注塑技术(LIGA)、钻石切削技术、线切割及离子束加工技术等。烧结网式多孔微型换热器采用粉末冶金方式制作。大尺度下微通道的加工与微尺度下微通道的加工方式略有不同,前者需要更高效的加工制造技术。微通道应用前景及优势编辑微通道微电子等领域应用微电子领域遵循摩尔定律飞速发展,伴随晶体管集成度的不断提高,高速电子器件的热密度已达5~10MW/m2,散热已经成为其发展的主要“瓶颈”,微通道换热器取代传统换热装置已成必然趋势。因此在嵌入式技术及高性能运算依赖程度较高的航空航天、现代医疗、化学生物工程等诸多领域,微通道换热器将有具广阔的应用前景。“微通道”技术成功应用到空气能行业,标志着空气能热水器行业进入“微通道”时代。微通道应用优势①节能。创阔金属微通道换热器生产厂家超零界换热器设计加工,创阔科技。
“创阔金属科技”针对真空、扩散、焊接,分别逐个解释一下。真空:焊接时处于真空环境,其目的一般是为了防氧化。扩散:对几个待焊件,高压力让原子间距离变小,再加高温,让原子活跃,原子互相扩散到另一个待焊件里去。焊接:让几个待焊件牢固地结合。双金属真空扩散焊,其早期是用于前苏联的军上。苏联解体后,俄罗斯,乌克兰继承了这个技术。我国的军单位、军类的研发部门也因此拥有这个技术。双金属真空扩散焊的生产方式成本较高,主要原因是生产效率较低,一般都是一炉一炉在生产,一炉的生产时间长(金属加温到焊接温度得十来个小时)。真空扩散焊的技术参数也比较多(气温,湿度,加热温度,各阶段的加热保温时间,压力,加热方式,工件位置,工件变形参数。对整个技术团队的要求高。一个环节没把握好,就会报废。按炉的较低的生产模式,高技术要求,成本就必定高了。但双金属真空扩散焊的产品,有其独到的高性能高质量优势:结合强度高,产品密度提高。因此,航空航天、军一直在采用这个技术。但因为生产成本高,生产效率不高,加温加压工装设备、真空设备等等投入大,因此民用产品采用这个工艺就少,但随着科技的进步,民品也在更新迭代需要这方面的技术来替代了。
两者分别了两种典型的液相混合方式,前者采用静态混合方式,即将流体反复分割合并以缩短扩散路径,而后者采用流体动力学集中方法,即多个进料微通道呈扇形分布,集中汇入一个狭窄的微通道,通过液体的扩散作用迅速混合。而英国Hull大学则设计了一种T形液液相微反应器,该微反应器大的特点是用电渗析(electro–osmoticflow)法输送流体,如图所示:它由底板和盖板两部分组成,两部分用退火法焊接在一起。底板上蚀刻的微通道呈T形状,其中一条微通道装有金属催化剂。盖板上有A、B和C共3个直径为2mm的圆柱形容器与微孔道连通,用于贮存反应物和产物。异形微通道换热器,创阔科技设计加工。

气液反应的速率和转化率等往往取决于气液两相的接触面积。这两类气液相反应器气液相接触面积都非常大,其内表面积均接近20000m2/m3,比传统的气液相反应器大一个数量级。“创阔科技”“创阔科技”气液固三相反应在化学反应中也比较常见,种类较多,在大多数情况下固体为催化剂,气体和液体为反应物或产物,美国麻省理工学院发展了一种用于气液固三相催化反应的微填充床反应器,其结构类似于固定床反应器,在反应室(微通道)中填充了催化剂固定颗粒,气相和液相被分成若干流股,再经管汇到反应室中混合进行催化反应。麻省理工学院还尝试对该微反应器进行“放大”,将10个微填充床反应器并联在一起,在维持产量不变的情况下,大大减小了微填充床反应器的压力降。“创阔科技”气液固三相催化微反应器-充填活性炭催化剂的微填充床反应器“创阔科技”气液固三相催化微反应器-并联微填充床反应器系统“创阔科技”“创阔科技”电化学微反应器属于液相微反应器,而光化学微反应器其反应物既有液相也有气相的,由于它们都有其特殊性,故不能简单的划为液相微反应器或气相微反应器,而应单独列为一类。高效液冷板设计加工创阔科技。创阔金属微通道换热器生产厂家
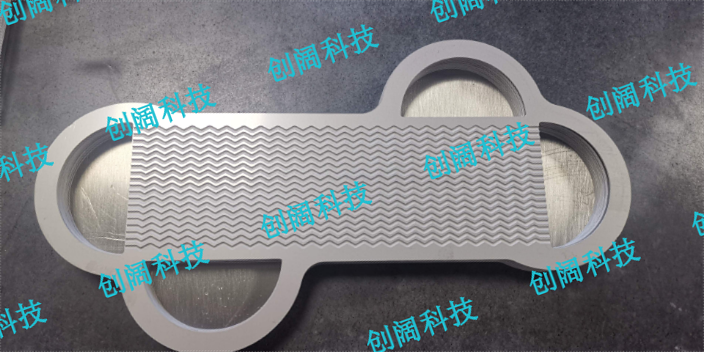
板式换热器加工制作,创阔科技。四川PCHE应用微通道换热器
创阔能源科技对于微通道对流换热不同于宏观(指尺寸>1mm)通道换热的机理。受通道形状、壁面粗糙度、流体品质、表面过热量、分子平均自由程与通道尺寸之比等众多因素的影响,微通道换热呈现出一些特殊的特点。换热效率随热导率的变化趋势根据径向热阻和器壁轴向热传导的影响,换热器效率随热导率的变化可分为3个区域:低热导率时,随热导率的增加,径向热阻的影响逐渐减弱,换热器效率增大,该区域可称为热阻控制区;热导率增加到一定程度时,换热器效率随热导率增加的趋势逐渐减弱,增至最大值后开始逐渐减小,称为高效换热区;热导率进一步增加时,器壁轴向导热对换热过程的影响逐渐增强,换热器效率随之减小,并逐渐趋近于器壁完全等温时的换热效率50%,称为热传导控制区。四川PCHE应用微通道换热器