激光焊锡机的焊接速度与焊接厚度之间存在一定的关系,但具体的关系因多种因素而有所不同。以下是一些常见的因素:激光功率:较高的激光功率通常能够提供更大的焊接速度。高功率激光可以更快地将焊接区域加热至熔化温度,从而加快焊接速度。材料类型:不同材料具有不同的导热性能和熔点,这会对焊接速度产生影响。一般而言,具有较低导热性和较低熔点的材料可以更快地加热和熔化,因此焊接速度可能较高。焊接厚度:焊接厚度对焊接速度有一定的影响。通常情况下,较薄的材料可以使用更高的焊接速度,而较厚的材料可能需要较低的焊接速度以确保足够的热量传递和熔化。焊接质量要求:不同的焊接质量要求可能会对焊接速度产生影响。较高的质量要求可能需要较慢的焊接速度,以确保焊接接头的完全熔化和追溯。总的来说,焊接速度与焊接厚度之间的关系是复杂的,并受到多种因素的影响。在实际应用中,应根据具体的焊接项目、材料和质量要求进行实验和优化,以确定较好的焊接速度和参数。建议参考激光焊锡机的制造商或供应商提供的操作指南和建议,以获得针对具体应用的更准确的焊接速度与焊接厚度之间的关系。激光焊锡机具有较小的热影响区域,减少了对周围区域的影响。云南激光全自动焊锡机定制
激光焊锡机在焊接过程中可能会对焊线和金属结构产生一定的变形。这是由于焊接过程中产生的热量会使焊接材料局部加热膨胀,而在冷却过程中则会收缩,从而导致焊接材料产生形变。变形的程度会受到多种因素的影响,例如激光焊锡机的焊接速度、功率和参数设置、焊接材料的结构和性质、焊缝的设计等等。通常情况下,相对来说焊接速度越快、功率越高的激光焊锡机,所产生的热量及因此引起的变形也越严重。为了减少激光焊锡机焊接过程中的变形,可以采取一些措施,例如选择适合的焊接参数、采用预热和加热均衡等工艺、设计合理的焊缝几何形状等等。在实际操作中,还可以通过加强焊接控制、使用夹具或支撑设备、在焊接过程中进行实时监测等方式来预防变形的发生。总之,激光焊锡机在焊接过程中可能会对焊线和金属结构产生一定的变形,但可以通过采取相应的措施来尽量减少变形的程度,从而确保焊接质量和性能。福建激光焊锡机批发激光焊锡机可以焊接薄板材料而不产生焊缝。
激光焊锡机具有较高的焊接精确度,可以实现精细的焊接操作。其焊接精确度受到多个因素的影响,包括激光束的聚焦能力、光学系统的精确度、运动控制系统的稳定性等。以下是一些影响激光焊锡机焊接精确度的关键因素:激光束聚焦能力:激光焊锡机使用的激光束需要具备良好的聚焦能力,以实现高能量密度的焊接。激光束的聚焦能力取决于光学系统的设计和调节,包括透镜、反射镜等元件的质量和精确度。光学系统精确度:激光焊锡机的光学系统需要精确控制激光束的位置和焦点,以确保焊接点的准确定位和焊缝的精确形成。光学系统的精确度受到光学元件的质量、光路的稳定性和校准的影响。运动控制系统稳定性:激光焊锡机在焊接过程中需要进行运动控制,包括焊接头的移动、工件的定位等。运动控制系统需要具备高精度和稳定性,以确保焊接路径的准确性和稳定性。焊接参数的优化:激光焊锡机的焊接精确度还受到焊接参数的影响,如激光功率、焊接速度、脉冲频率等。合理优化这些参数可以提高焊接质量和精确度。
激光焊锡机通常可以实现对激光束的动态调控。这意味着在焊接过程中可以实时调整激光束的直径和聚焦效果,以适应不同的焊接需求和要求。动态调控激光束的直径可以通过调整透镜位置、更换透镜、调节光阑或改变激光功率等方式实现。这些调节手段通常与焊接控制系统相连,可以通过计算机或控制界面进行实时控制和调整。在具体的焊接过程中,可能需要在不同的焊接部位或焊接时序中对激光束进行动态调控。例如,焊接不同形状或尺寸的接头时,可能需要调整激光束的直径以适应接头的形状变化;在焊接复杂的接头结构时,可能需要动态调整激光功率和聚焦效果以实现更好的焊接质量。动态调控激光束的直径可以提供更大的灵活性和精确性,以适应不同的焊接要求。这种功能常常用于高精度和自动化的焊接应用中,可以实现对焊接参数的实时调整和优化,从而提高焊接质量和生产效率。但需要注意的是,在进行动态调控激光束的过程中,需要确保焊接设备和控制系统的稳定性和准确性,以确保调节的有效性和一致性。此外,安全操作和保护措施也仍然需要得到充分考虑,以确保操作人员和设备的安全。激光焊锡机具有高度可控性,可根据不同要求进行参数调整,适应不同工艺。
激光焊锡机与其他焊接技术相比具有以下几个主要的优势:高精度焊接:激光焊锡机采用激光束进行焊接,具有高度聚焦的能力,能够实现非常精确的焊接。这使得它特别适用于需要高精度焊接的应用,如微电子器件、精密仪器和光学元件。无接触焊接:激光焊锡机焊接过程中无需直接接触焊件,避免了对工件的机械变形和热影响区域(HAZ)的影响。这对于需要对工件进行非接触或对热敏感的材料进行焊接的应用非常有利。高焊接速度:激光焊锡机具有较高的焊接速度,相比传统焊接技术,焊接速度可以更快。由于激光能量密度高且聚焦性好,它能够在瞬间完成焊接,从而提高生产效率。小热影响区域(HAZ):激光焊锡机的焊接过程中,热输入非常小,使得热影响区域(HAZ)非常小。这降低了对焊接材料周围的热影响,减少了变形和损伤的风险。无需填充材料:激光焊锡机通常不需要使用填充材料进行焊接,这节省了材料成本和后续处理的工艺。激光焊锡机是现代制造业中重要的焊接设备之一。云南激光全自动焊锡机定制
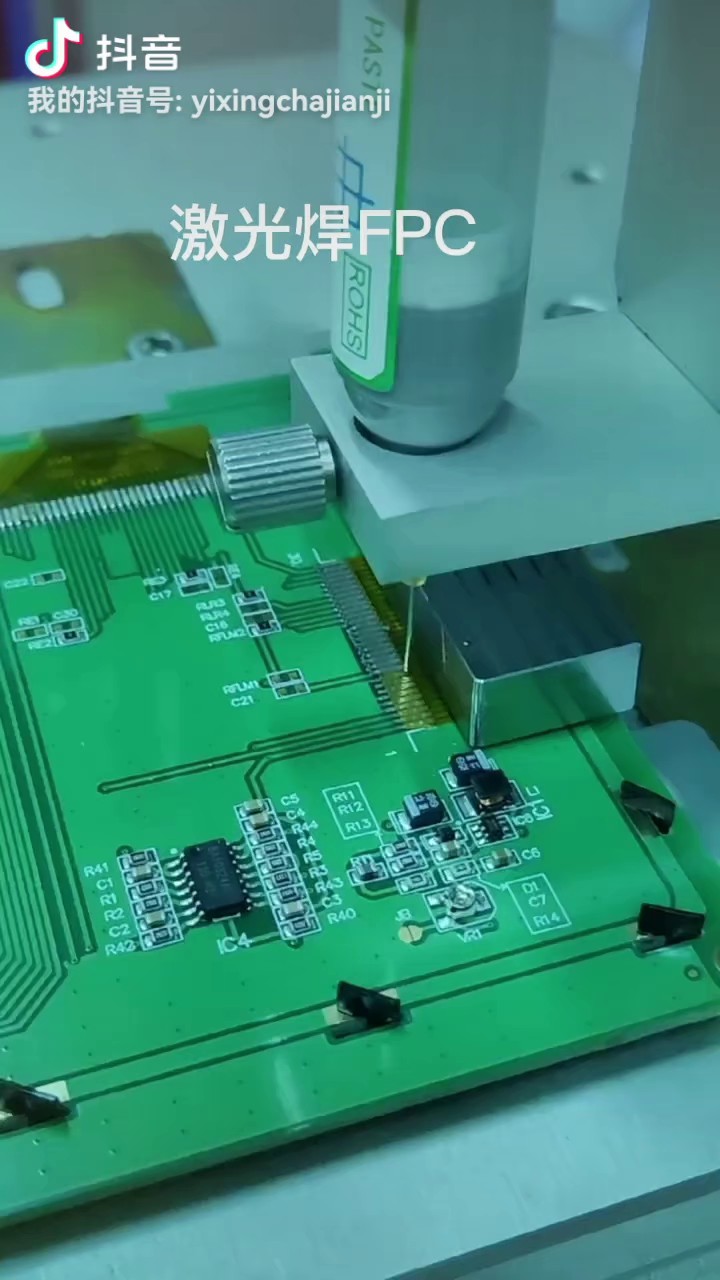
激光焊锡机适用于对特殊材料组合的混合结构进行焊接,如复合材料。云南激光全自动焊锡机定制
激光焊锡机的焊接速度与焊接接头的厚度不均匀性之间存在一定的关系。焊接速度的选择可以影响焊接接头的熔池形成和凝固过程,从而对接头的厚度分布产生影响。当焊接速度较快时,熔池形成和凝固的时间相对较短,熔池的热量传递和扩散速度较快。在焊接接头的厚度不均匀性方面,较快的焊接速度可能导致以下情况:厚度不均匀性减小:较快的焊接速度可以更迅速地融化和凝固焊接材料,使得熔池的形成和凝固过程更加均匀,从而减小接头的厚度不均匀性。厚度不均匀性增大:然而,当焊接速度过快时,熔池的热量传递和扩散速度可能无法充分满足接头的厚度差异。这可能导致焊接接头的厚度不均匀性增大,即焊接区域较薄的部分可能没有足够的时间和热量来完全融化和凝固。因此,在选择焊接速度时,需要综合考虑焊接接头的厚度不均匀性要求。如果接头的厚度差异较小,较快的焊接速度可能能够满足要求并提高焊接效率。但如果接头的厚度差异较大,较快的焊接速度可能会导致厚度不均匀性增大,需要适当降低焊接速度,以确保接头的质量和一致性。云南激光全自动焊锡机定制