- 品牌
- 凯达
- 型号
- 齐全
- 类型
- 手轮,机械手,冷却管,排屑器,中心架,砂轮修整器,尾座,机床槽板,操纵阀,机床卡具,分离过滤机,纸带过滤机,花盘,机床接杆,刀库,动力卡盘用缸,冲头,可调操作阀,跟刀架
- 通用特性
- 高精度,精密,电动,数控
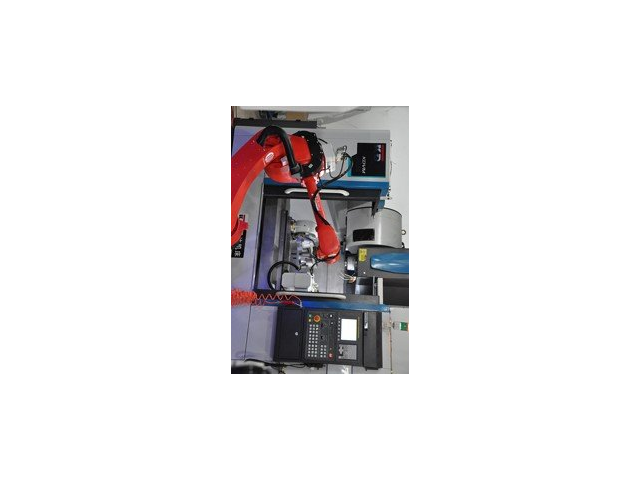
车削加工中心集成了先进的自动集中润滑系统,这一精密机制的重要在于其能力,即在复杂的加工流程中不间断地为所有活动部件提供均衡且持续的润滑。此举不仅大幅度削减了人工介入维护的必要性和复杂性,更通过精确控制润滑过程,强化了机床各组件的耐磨性和稳定性,进而明显延长了整机的服役寿命。该润滑系统的引入,是车削加工中心向高度自动化、低维护成本方向迈出的重要一步。在车削加工中心的构造中,其X轴与Z轴均整合了先进的精密直线滚动导轨系统,这一设计明显提升了机床的性能标准。此类导轨的重要优势在于其无间隙传动特性,这意味着在高速、高负荷的切削作业中,能够确保刚性与精确度,有效遏制了因传统机械传动间隙所引发的精度损失问题。这一创新不仅极大地增强了加工过程的稳定性,还直接促进了加工成品在尺寸精度与表面光洁度上的明显提升,为精密制造领域树立了新的标准。5轴联动加工机床,实现复杂曲面的高精度加工。长沙多轴加工机床

精密直线导轨的引入还从另一个维度优化了高速钻攻中心的整体性能,即明显降低了机械部件的磨损速率。这一改进不仅减少了因磨损导致的性能下降,还有效延长了设备的使用寿命,降低了维护成本,为用户带来了更为持久的投资回报。在刀具管理方面,高速钻攻中心创新性地采用了夹臂式刀库系统,这一设计彻底革新了传统换刀流程。夹臂式刀库以其惊人的换刀速度著称,能够在极短的时间内完成刀具的更换,从而大幅缩短了加工准备时间,提升了整体加工效率。同时,该系统还确保了换刀过程中的极高精度,每一次换刀都精确无误,为加工零件的尺寸精度和表面质量提供了可靠保障。大容量的刀具存储能力更是让高速钻攻中心在应对多样化加工任务时游刃有余,无需频繁停机更换刀具,进一步提升了生产效率和灵活性。宁波数控加工机床型号加工机床的每一次切削,都是品质的见证。
高速钻攻中心精心引入了好品质的大螺距精密丝杠,这一重要部件明显提升了设备的整体性能。其良好的传动效率,确保了动力传递过程中的低损耗与高速响应;而强大的传动扭矩,则保障了即便在重载条件下也能实现平稳运行;加之高精度的传动特性,使得工作台能够以前所未有的精确度与速度,迅速定位至预定坐标,极大地促进了加工流程的流畅与效率的提升。该大螺距丝杠还展现出了超凡的耐磨耐用性,其材质与表面处理技术的精湛结合,有效延长了丝杠的使用寿命,确保了即使在长时间、强度高的作业环境下,依然能维持稳定的性能输出,为加工质量的持续优异奠定了坚实基础。
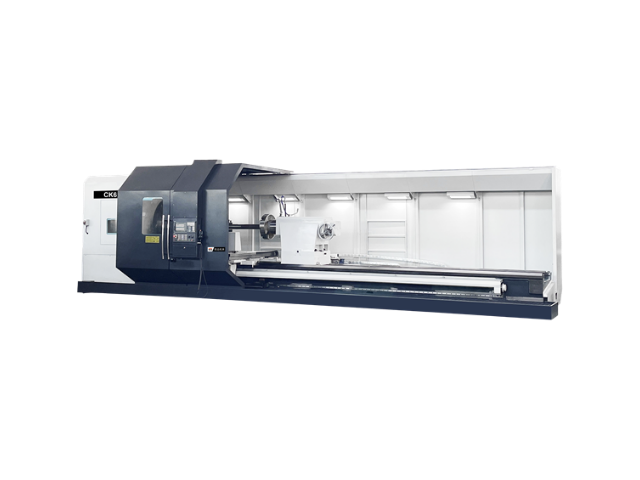
特别数控车床的底座设计宽达1100mm,这一宽敞的底座不仅为机床提供了强大的支撑力,确保了加工过程中的稳定性,还预留了足够的空间用于安装与调整,增强了机床的灵活性。底座之上的导轨系统更是采用了经过超音频淬火处理的双山型结构设计,这一创新设计极大地提升了导轨的耐磨性能与刚性,使得机床在高速、重载工况下依然能够保持极高的运行精度,有效延长了机床的使用寿命。双山型导轨结构还具备出色的减震效果,能够明显降低机床运行时的振动幅度,进而提升加工表面的光洁度与整体质量。这一特点对于加工要求极高的精密盘环类零件而言,无疑是一大福音,能够助力企业实现更高质量的产品输出,提升市场竞争力。卧式加工机床适用于大型零件的加工。

依托自然重力的巧妙运用,切削作业中产生的铁屑得以沿着预设路径更加顺畅地排出机床外部,这一过程不仅明显减少了铁屑残留对加工区域的潜在干扰,提升了整体作业流程的连贯性与效率,还有效减轻了刀具因频繁与铁屑接触而产生的额外磨损,从而间接延长了机床的整体使用寿命,降低了维护成本。在运动轴导轨系统的选择上,车削加工中心同样展现出了前瞻性的视野。它摒弃了传统滑动导轨的局限,转而采用了高精度直线滚动导轨。这一转变带来了多重明显优势:直线滚动导轨以其极低的摩擦阻力,实现了更快的动态响应速度,使机床在高速运转下依然能够保持精确控制。加工机床精确定位,提高装配精度。小型齿轮加工机床企业
数控加工机床,编程灵活,效率倍增。长沙多轴加工机床
卧式加工中心之所以能够实现良好的高效率加工,关键在于其集成了前沿的工艺装备与精心设计的工艺优化策略。在装备构成上,这类机床明显特点是装配了高性能的硬件组件,包括但不限于大功率的主轴系统,这些主轴不仅动力强劲,还具备出色的稳定性,为高速切削提供了坚实的基础;同时,高扭矩伺服电机的应用,则赋予了机床瞬间响应并精确执行复杂动作的能力,结合快速进给系统的加持,使得加工过程中的非加工时间大幅缩减,从而明显提升了整体的生产效率。长沙多轴加工机床
- 西宁数控加工机床的种类 2024-11-08
- 云南小型加工机床 2024-11-08
- 江苏数控机床加工费用 2024-11-08
- 零件加工机床哪家收费合理 2024-11-08
- 重庆精加工机床 2024-11-08
- 成都龙门机床加工中心 2024-11-08
- 呼和浩特机床加工厂 2024-11-08
- 甘肃数控机床加工厂商 2024-11-08
- 温州数控机床加工中心 2024-11-08
- 沈阳机床加工多少钱 2024-11-08
- 兰州小型五轴加工机床 2024-11-08
- 广州大型机床加工厂家 2024-11-08