不锈钢法兰不会产生腐蚀、点蚀、锈蚀、不易被磨损。不锈钢是建筑用金属材料中强度较高的材料之一。由于不锈钢具有良好的耐腐蚀性,所以它能使结构部件持久地保持工程设计的完整性。含铬不锈钢冲压法兰还集机械强度和高延伸性于一身,易于部件的加工制造,可满足建筑师和结构设计人员的需要。所有金属都会和大气中的氧气进行反应,在表面形成氧化膜。不锈钢法兰等钢制对焊管件、锻制管件及钢制法兰的销售,主要产品均采用碳素钢、奥氏体不锈钢及合金钢等国内外质量好的管材法兰、弯头、三通(四通)、同(偏)心异径管(大小头)、弯管、管帽、锻制承插焊和螺纹管件。所产品均采用美国标准ASME(ANSI)、德国标准DIN、日本标准JIS、中国GB/T、JB、SH、HG等标准,同时还可根据客户要求特制各种异难、非标、特厚壁系列不锈钢管件、不锈钢法兰等管道连接件。 森正管件不锈钢法兰具有优异的耐腐蚀性能,可在恶劣环境下长时间使用。淮安不锈钢法兰定制

上海斌秋高压管件制造有限公司生产的不锈钢法兰开裂的原因分析1理化分析首先,对开裂法兰进行了化学成分分析分析结果表明,该法兰及焊接材料的化学成分均符合相关标准要求。对该法兰颈部外表面及密封面分别进行布氏硬度测试,其布氏硬度测试值符合JB4728-2000标准要求。在材料化学成分合格、硬度检测合格、管道安装符合技术要求、耐压试验操作规范的前提下,管道法兰在耐压试验过程中开裂,说明产生的缺点与法兰的内部组织结构或其他未知因素有关。淮安不锈钢法兰定制森正管件不锈钢法兰可根据客户需求进行定制,满足不同的工程要求。

上海斌秋高压管件制造有限公司生产的大型不锈钢法兰化学抛光有什么用?大型不锈钢法兰的化学抛光是通过定期溶解使法兰表面光滑。在化学抛光过程中,不锈钢兰表面形成钝化氧化膜和氧化膜,前者比后者强。由于大型不锈钢法兰表面微观不一致,表面微凸部分优先溶解,溶解速率高于凹部,而且膜的溶解和成膜总是同时进行,但速率不同。从而使大型不锈钢法兰表面光滑、光亮。抛光可以填补表面气孔、划痕等表面缺点,从而提高抗疲劳性和耐腐蚀性。
日常不锈钢法兰管件在制作过程中比其他管件多探伤和热处理两道工序。其他程序相同。因为有的法兰处理不当后,就会扭曲,这是不允许的。另外,推头后一般都是前端外径大,要通过整形模进行整形。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。不锈钢法兰的加工方法也有很多种。很多还属于机械加工类的范畴,用的多的是冲压法、锻压法、滚轮加工法、滚轧法、鼓胀法、拉伸法、弯曲法、和组合加工方法。螺纹法兰则是通过螺纹连接方式将法兰与管道连接在一起,适用于低压、低温环境。

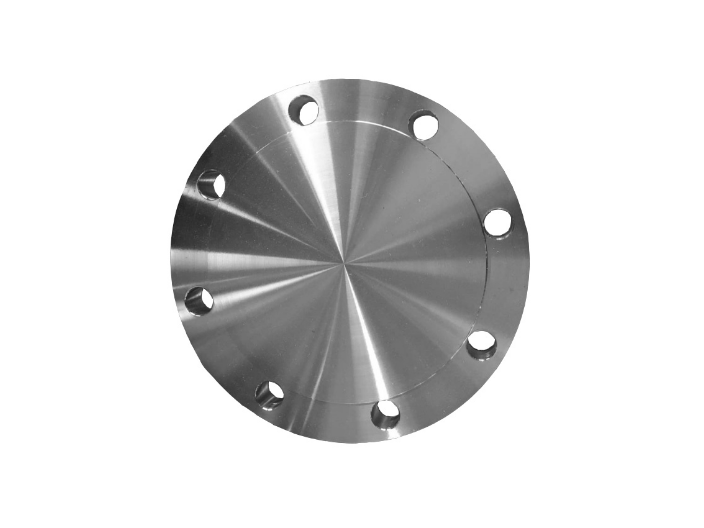
法兰,作为压力管道的组成件之一,是压力管道系统中不可或缺的重要组成部分。目前,我国现行常用的管法兰标准主要有国家标准(GB/T)、化工行业标准(HG/T)、机械行业标准(JB/T)和石油化工行业标准(SH/T)等。不锈钢法兰归属于钢制管法兰这一大类,在管道及设备的连接中被广泛应用。对于不锈钢水管行业,应用蕞多的法兰标准基本为两种:分别是国家标准:GB/T9124.1-2019《钢制管法兰第1部分:PN系列》和HG/T20592~20635-2009《钢制管法兰、垫片、紧固件》。森正管件不锈钢法兰具有优异的耐磨性能,能够在恶劣条件下长时间使用。淮安异形不锈钢法兰
无论是小型工程还是大型项目,森正管件不锈钢法兰都能满足各种需求。淮安不锈钢法兰定制
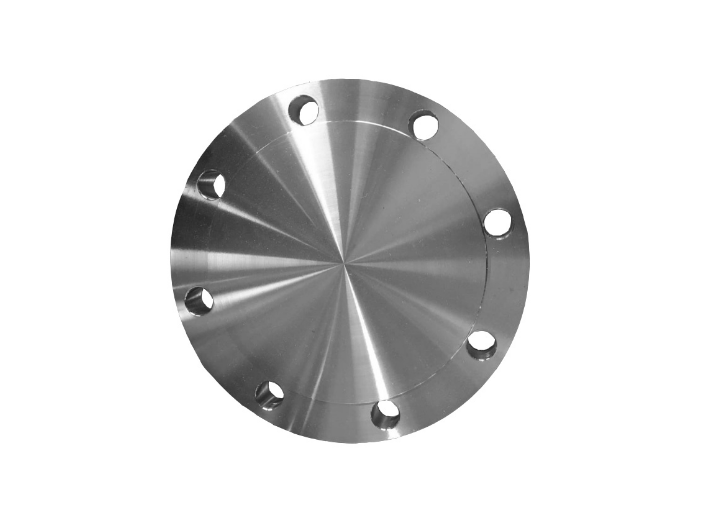
304不锈钢法兰是管道中起连接作用的重要部分,种类多,标准繁杂。由于其主要起连接作用,因此,304不锈钢法兰的主要特性就是连接方式及密封形式,主导影响参数是管道压力。304不锈钢法兰在连接管道应该注意些什么呢?1、为防止由于法兰盖加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。2、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低a氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。3、不锈钢法兰管件焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。4、铬不锈钢法兰管件焊后硬化性美标法兰较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用不锈钢法兰管件焊条(A107、A207)。淮安不锈钢法兰定制
按结合面形状又可分为以下几种:1)光滑式:用于压力不高的不锈钢阀门。加工比较方便。2)凹凸式:工作压...
【详情】不锈钢法兰的特点及结构形状法兰连接是各种容器和工艺管线中基本常见的一种联接方式。由于生产工艺的要求或...
【详情】要想完全消除上述原因造成的304钢的磁性,可通过高温固溶处理开恢复稳定奥氏体组织,从而消去不锈钢法兰...
【详情】不锈钢法兰表面镜面光亮处理方法:根据不锈钢法兰产品的复杂程度和用户要求情况不同可分别采用机械抛光、化...
【详情】不锈钢法兰这种商品有一下几个特点:1、构造紧密、设计恰当、阀门机械效果好、通道顺利,流量系数低。2、...
【详情】