等等。同时图中必须明确施工期间临时支撑布置情况。构造要求桁架下弦钢筋伸入梁边的锚固长度la不应小于5d,且不小于50mm,压型钢板伸入梁边不应小于30mm。采用A型钢筋桁架楼板时,其长度宜为200mm的倍数,特殊情况下长度可为100mm的倍数;采用B型钢筋桁架模板时,其长度宜为100mm的倍数。设计时,应调整柱网及梁上翼缘宽度,与之相适应。楼板厚度大于等于100mm,小于等于300mm。楼板开孔,孔洞切断桁架上下弦钢筋时,孔洞边应设洞边加强筋,当孔洞边有较大的集中荷载或洞边长大于1000mm,应设洞边梁。钢筋桁架模板悬挑长度不宜大于7ht,否则,施工时必须设临时支撑。附录注:1.材料:上下弦采用成盘供应的冷轧带肋钢筋550级,腹杆采用成盘供应的冷轧光圆钢筋550级,底部镀锌钢板屈服强度≥330N/mm2。2.施工阶段挠度控制值为L0/180及20mm较小者。当使用对挠度值有更严格要求时,需另行设计。3.产品编号说明:4.“每沿米模板桁架用钢量”是指一块3榀桁架构成的模板,沿长度方向每米桁架的用钢量(不包括支座钢筋和底部镀锌钢板)。5.“单位面积桁架用钢量”是指平均每平方米模板桁架的用钢量(包括支座钢筋,不含底部镀锌钢板)。减少客户后期维护的费用;江西装配式全自动钢筋桁架焊接生产线
钢筋柘架混凝土楼板按双向板计算时与普通现浇混凝土设计理论等同,而其钢筋珩架受力模式更为合理,能提供更大的刚度,且双向刚度一致。4结束语综上所述,目前我们在建筑物建设的过程中,人们对于钢筋析架楼承板的运用已经十分guang泛,更是由于它的方便性和经济性,而且还具有传统楼板的防火、防腐、抗压等特性,da大的推动了施工技术的发展。但是由于,人们在进行施工设计是对于钢筋结构的掌控还不是很quan面,并且在进行制造是多对钢筋和混凝土的比例也不是很好掌握。因此,我们在钢筋柘架楼承板技术的施工和设计时,还存在着许多的问题。不过这些问题对我们的社会经济发展没有什么太大的影响,所以我们还行要在以后的社会实践当中对其进行探讨。安徽生产全自动钢筋桁架焊接生产线的案例在施工阶段,能够承受湿混凝土自重及施工荷载的承重构件;

模板自重、混凝土重量及施工荷载全部由钢筋桁架承受,混凝土凝固在钢筋桁架楼承板变形下进行,楼板自重不会使板底混凝土产生拉力。2、楼板的承载力在使用阶段,钢筋桁架上下弦钢筋与混凝土共同工作,此楼板与钢筋混凝土叠合式楼板具有相同的受力性能,虽然受拉钢筋应力超前,但其承载力与普通钢筋混凝土楼板相同。三、钢筋桁架楼承板的设计要点混凝土从浇筑到达到设计强度的过程中,楼板受力明显不同,故应进行使用及施工两阶段的计算。1、使用阶段包括楼板的正截面承载力计算、楼板下部钢筋应力控制验算、支座裂缝控制验算以及挠度验算等。楼板正截面承载力按GB50010-2002《混凝土结构设计规范》及JGJ95-2003《冷轧带肋钢筋混凝土结构技术规程》的有关规定进行计算。2、施工阶段采用桁架模型,包括上下弦杆强度验算、受压弦杆和腹杆稳定性验算以及桁架挠度验算等。⑴当施工阶段设有可靠的临时支撑时,设计时不需进行施工阶段验算。⑵当施工阶段不设临时支撑时,钢筋桁架楼承板中桁架杆件内力及模板挠度采用桁架模型计算。此阶段荷载包括钢筋桁架楼承板自重、湿混凝土重量以及施工荷载。施工荷载采用均布荷载㎡和跨中集中荷载沿板宽为,不考虑二者同时作用。
有效保障施工周期;8.设计的标准化和管理的信息化生产,现场拼装无建筑垃圾。在关注未来前,首先专注于现在。中构新材专注楼承板领域13年,在参加国内众多zhi名超高层建筑项目过程中,不断优化研发标准流程,形成产学研一体化。中构新材的生产基地从原料源头开始,质量检测贯穿主辅材、成型加工、出厂包装等,保证中构楼的品质可靠。剔除了导致材料成本增加的因素,减少了客户后期维护的费用,使得改产品得到guang泛运用,中构新材生产的钢筋桁架在预制装配式项目有着不可代替的作用。中构新材拥有多条国内先进楼承板生产线,其中钢筋桁架楼承板生产线7条,月产能近20万平方米,具备稳定的履约能力与周期保障。各产品运用领域guang泛,在超多高层钢结构楼板、钢筋混凝土结构楼板、钢筋混凝土预制楼板等不同楼板体系中已经guang泛应用。同时,在不规则楼面(圆形、椭圆、其他形状)结构建筑、大跨度结构、降板结构、厚板结构、斜坡屋面、住宅钢结构等,不同建筑应用领域亦能大量采用。桁架楼承板实现了机械化生产,有利于钢筋排列间距均匀、混凝土保护层厚度一致,提高了楼板的施工质量。
全自动桁架机械手的优点是什么?1.采用**度结构钢,整体强度高,不易振动摇晃。直线导轨和齿轮齿条运动机构,承载能力极强,刚性较好。2.安装调整要求低,相比于繁杂的关节机器人,结构设计便于人员理解、操作简单、维护方便。3.便于维护,导轨如果有损伤,螺栓连接方式,更换方便。4.可配置为全闭环系统,即会实时检测机械手控制系统发出指令和实际位置是否一致(如非全闭环、齿轮损坏等实际不移动不准确,而控制系统无法感知),Z轴检测到往下掉时可机械锁止,防止发生安全事故。5.性价比高,相对于同等负重的关节机器人,桁架机械手的造价成本更低。6.桁架机械手一般架在设备上方,不占用地面空间,更利于车间规划和作业的便利性。作者:同力搬运机械手链接:。配合工厂的数字化管理,整个装配式建筑的性价比会越来越高。安徽生产全自动钢筋桁架焊接生产线的案例
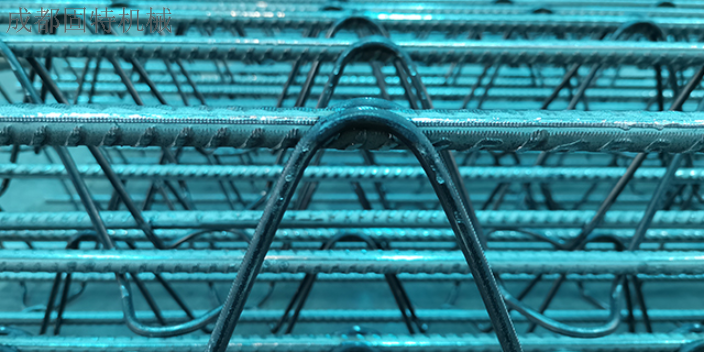
钢筋桁架楼承板系统是将混凝土楼板中的钢筋与施工模板组合为一体。江西装配式全自动钢筋桁架焊接生产线
相信建筑工地钢筋工们都知道钢结构具有强度高,自重轻,结构可靠性高,绿色环保,可重复利用等优势,使其在结构施工中应用愈发guang泛。下面小编为大家简单总结了两种焊接的方法,希望对于一些刚刚入行到工友带来帮助,具体如下:一、组装焊接1、按次序进行拼装,当有隐蔽焊缝时须先施工焊接,为减少变形应优先采取小件组焊,经矫正后再进行大件组装;板材及型材应在组装前拼接,注意控制焊接残余应力。2、提前涂装构件的隐蔽部位,焊前应qing除焊件坡口表面及两侧的铁锈、油污等杂质,桁架结构杆件装配时须着重控制轴线交点与允许偏差。3、装配时端板要求顶紧磨光或喷砂处理的部位,且须检查其顶紧接触面是否至少75%达到紧贴。4、焊条使用前须结合产品技术要求进行烘干,酸性焊条一般150°C烘干,时间1~2h,碱性焊条一般350~400°C烘干,时间1~2h。焊条烘干后从取出到施焊不宜超过2h,单根焊条烘干次数不应超过2次。5、焊接时应在组装好的构件上施焊,焊前应核对焊接工艺规定参数及焊接顺序。二、螺栓连接1、gao强度螺栓使用前应对螺栓的技术参数指标进行复检,并在班前和班后进行扭矩校正,控制误差不超过3%。江西装配式全自动钢筋桁架焊接生产线




