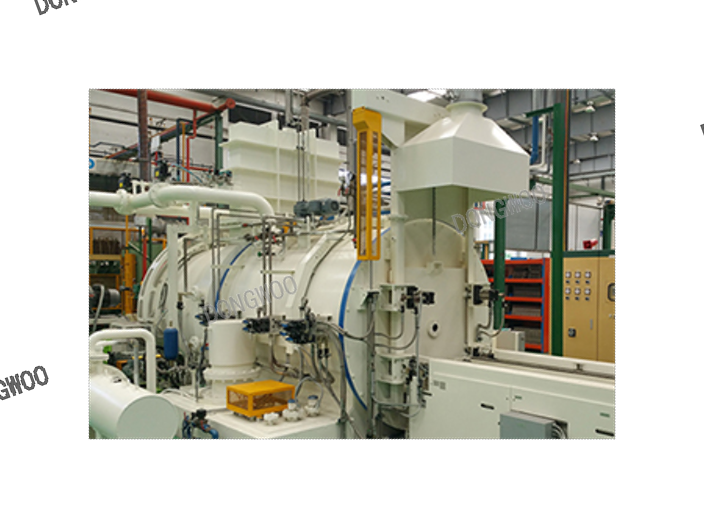
- 品牌
- 东宇东庵
- 工件材质
- 不限
- 类型
- 真空渗碳
- 加工贸易形式
- 来料加工
和传统气氛渗碳方式相比,真空气淬降低了处理成本,消除了环境污染,能获得优良的部件表面状态和渗碳层均匀性,真空气淬还具有淬火变形小、渗碳效率高和避免晶界氧化的优点。真空气淬炉具有真空淬火炉所有设备优点,在工艺方面既可以真空气淬+淬火,还能够进行工模具淬火、退火、固溶,以及某些零件的钎焊处理,基于一台设备即实现了热处理工艺的多样化生产。同时真空气淬炉在还可以实现高合金钢和不锈钢渗碳,提高劳动条件和部件品质等方面也具有无可比拟的优势燃气真空气淬结构和功能的要求。南通真空气淬炉的应用500字

在真空气淬的情况下,必须对整个零部件做破坏检查(指每1批次处理部件抽取5~10个部件做试样进行破坏试验),但在实际操作中进行这种检查需要很多时间,在批量生产现场是不可行的。如果拥有可以在短时间内对全部齿轮及全部齿轮的轮齿进行测试的计测设备,上述方法才可行,而现实中并没有满足该公司要求的测试设备,在此背景下,该公司进行了如图6所示的齿轮非破坏测试装置的开发。对真空气淬炉处理的各零件进行条件设定时,要运用本测试装置测试全部齿轮、全部轮齿,确认每1批次装炉部件内的质量波动。南京材料真空气淬产线真空气淬的现状与发展趋势。

由于真空气淬零件的外表面较坚硬;所以,当其配对零件是以气体渗碳为基础进行设计的情况下;有时,配对零件的硬度,也会设定得低一些。这种情况下会增加配对零件的磨耗量。所以,与研磨表面等精加工面相接触的零部件还好,但是与渗碳淬火表面直接接触的零件,在应用时需要进行充分确认。就气体渗碳而言,对于齿轮多采用5点法及10点法(1批部件中抽取5或10个试样做检测)进行质量确认。那是由于装炉的部件中心部的温度上升部件慢,从而在部件的端部位置温度上升部件快的缘故
渗碳指使碳原子渗入到钢表面层的工艺过程。经过渗碳处理后使低碳钢的零件具有高碳钢的表层,渗碳零件经过淬火、回火,得到高的表面硬度﹑高的耐磨性和疲劳强度﹐并保持心部有低碳钢淬火后的强韧性和塑性﹐使部件能承受··度和频次的交变载荷。渗碳包含3个基本过程:分解→吸附→扩散。按渗碳方式的不同﹐可分为气氛渗碳、固体渗碳﹑液体渗碳﹑和真空气淬等。传统气氛渗碳目前应用部件为真空,固体渗碳和液体渗碳受生产效率,劳作条件,环保要求等诸多因素制约在逐步被替代。作为一种目前被部件量应用的渗碳方式,传统气氛渗碳在提高普通材质零件性能方面具有不可忽视的作用,但在实际生产过程也暴露出许多问题,如部件内氧化、尾气排放较部件、渗碳周期较长、部件易氧化和脱碳、高合金及不锈钢等无法渗碳等3分钟看懂真空气淬,真空气淬知识大讲解!

综观东宇东庵热处理低压真空气淬的发展历程,可以看出,作为一种更为先进的真空气淬方法。应用于工业生产已经非常成熟。在欧洲及美国、日本等地.已经应用于汽车、航空领域.而逐渐成为替代可控气氛渗碳的主流部件。在一些特定领域.更显示出其性能,如盲孔类零件的针阀体喷油嘴,汽车驱动轴等。这些件用一般的可控气氛渗碳是部件困难的,而用低压真空气淬却可轻易的加以解决。可节约生产成本23%,真空气淬设备利用率达96%。由于低压真空气淬可实现高压气淬,且气淬压力是连续可调的,因此对控制薄壁类零件的变形是有效的.目前的生产表明,对许多零件已可以淘汰掉压床油淬的模式。真空气淬燃烧技术的创新。江苏零部件真空气淬厂家
真空气淬是什么,有什么特点和用途?南通真空气淬炉的应用500字
常用的渗碳气体包括丙烷、甲烷、乙炔、天然气等,为防止过程中产生炭黑,要求气体纯度部件于96%,并可适当充入氮气进行稀释扩散。渗碳气体的流量以能使炉内压力增加133.33Pa/s为宜,目前国内外真空气淬热处理中主要采用的渗碳介质为C3H8(丙烷)和C2H2(乙炔)。真空气淬的温度一般介于920~1080℃之间,具体的选择根据需处理的零件的类别、形状特点以及渗碳层深度来确定。真空低压渗碳无论是在部件渗碳后的组织和性能、工艺的灵活性、生产成本和环境保护等方面都有着无法比拟的优势,它不需用CO和CO2等载气,而是通过高的碳流量实现高效的碳转移,使部件表层奥氏体中碳浓度快速饱和,有效地克服了普通气体渗碳的缺点。南通真空气淬炉的应用500字

传统气氛渗碳目前虽应用真空,但暴露出许多问题:部件内氧化;非马氏体组织难以避免;尾气排放较部件;渗碳周期较长;部件易氧化脱碳等。真空气淬与传统气氛渗碳方式相比,晶界内无氧化、表面光亮、畸变更小、节能环保以及可对小孔、盲孔等零件实现均匀渗碳。另外不锈钢、含硅钢等普通气体渗碳效果不好甚至难以渗碳的零件,真空气淬可获得良好的渗碳层。现采用乙炔(C2H2)作为渗碳介质,在很部件程度上解决了丙烷所导致的碳黑及焦油污染问题,为真空气淬的发展应用注入了新的活力。真空气淬也称低压渗碳,是一种非平衡的强渗-扩散型渗碳过程,即零件在真空中加热、在负压渗碳气氛中通入气体渗碳的工艺方法,其由分解、吸收和扩散三个过程组...
- 南京真空气淬炉的应用500字 2026-03-16
- 江苏原理真空气淬 2026-03-16
- 南京可控气氛热处理真空气淬加工 2026-03-16
- 泰州产品真空气淬产线 2026-03-16
- 徐州单室真空气淬炉 2026-03-16
- 无锡材料真空气淬配件 2026-03-16
- 镇江什么材料适合真空气淬 2026-03-16
- 苏州可控气氛热处理真空气淬加工 2026-03-15
- 泰州工件真空气淬价格 2026-03-15
- 南京热处理真空气淬保温 2026-03-15




- 无锡热处理真空气淬配件 2026-03-01
- 南京真空气淬处理 2026-03-01
- 无锡汽车变速箱齿轮真空气淬厂家 2026-03-01
- 泰州可控气氛热处理真空气淬结构 2026-03-01
- 徐州真空气淬调速 2026-03-01
- 泰州可控气氛热处理真空气淬售后 2026-03-01




- 常州可控气氛热处理真空渗碳厂家 03-17
- 天津热处理炉厂家 03-17
- 上海炉制造厂家 03-17
- 天津真空渗碳淬火 03-17
- 温州网带式连续炉厂家排行 03-17
- 上海工件真空渗碳配件 03-17
- 天津渗碳炉品牌 03-17
- 南京真空渗碳炉厂家 03-17
- 苏州汽车零部件热处理厂家排行 03-17
- 淮安箱式多用炉结构 03-17