- 品牌
- 华中真空
- 型号
- 齐全
- 产地
- 山东
- 可售卖地
- 全国
实际抽气中,大容积真空室的时间损耗还来自“气体传输延迟”——气体从真空室远端流动至泵入口需要时间,在低真空阶段(黏滞流),这种延迟与容积的平方成正比。某大型真空干燥罐(直径3m、长10m)的测试显示:罐体内远端与泵入口的压力差可达20%,导致实际抽气时间比理论值延长30%。大容积真空室不仅要求压力达标,还需保证内部压力均匀(不同区域压力差<10%),否则会影响工艺一致性。例如,大型玻璃镀膜生产线的真空室若压力不均匀,会导致不同位置的膜层厚度偏差超过5%。华中真空在发展理念、体制机制、管理、技术上大胆革新,用人才创造效益,用服务创造价值。辽宁真空机组

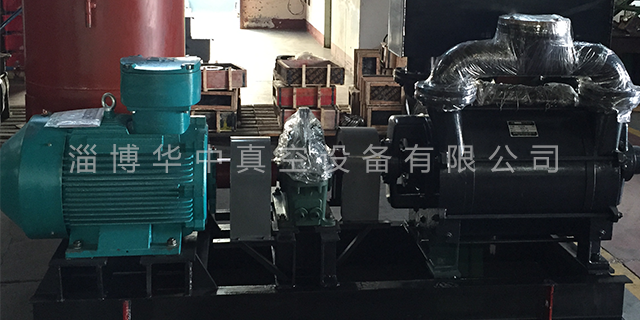
单级旋片泵的抽气速率一般为1-200L/s,双级泵可达0.5-100L/s,其抽速曲线在10³-10⁻¹Pa区间保持稳定。旋片泵的抽速受泵油状态影响较大,油污染会导致抽速下降——当油中含水量超过5%时,抽速可降低20%以上。在实验室真空系统中,旋片机组因结构紧凑、抽速稳定被广泛应用。某材料实验室的真空烧结炉采用双级旋片泵(抽速20L/s),配合扩散泵组成高真空系统,在10⁻³Pa时仍能保持稳定抽速,满足陶瓷材料烧结的工艺要求。但在处理含氧量高的气体时,需选用抗氧化泵油,否则会因油膜失效导致抽速衰减。辽宁真空机组华中真空设备销售网络遍及全国各地,产品已在市场享有较高的美誉度,并得到了各地广大用户的好评与认可。
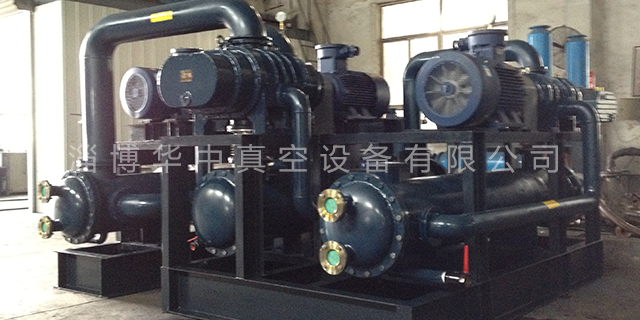
罗茨真空泵的抽气速率覆盖范围广(10-10000m³/h),其明显特点是在10⁴-10⁰Pa区间具有平坦的抽速曲线,抽速波动通常小于10%。这种“恒抽速”特性使其成为中真空阶段的理想提速设备,常与前级泵组成复合机组。罗茨机组的抽速与转速成正比(在额定转速范围内),通过变频调速可实现抽速的无级调节。在化工蒸馏系统中,采用罗茨-水环复合机组比单一水环泵的抽速提高3倍,将蒸馏时间从8小时缩短至3小时,同时降低了物料受热分解的风险。但需注意,罗茨泵不能单独工作,必须与前级泵匹配——当前级泵抽速不足时,会导致罗茨泵过载,甚至引发机械故障。
抽气速率需通过实验确认:在工作压力下,用流量计向系统注入已知流量的气体;记录稳定后的压力变化,计算实际抽速S=注入流量/压力;要求实际抽速≥计算所需抽速(带1.2倍安全系数)。实例:某真空炉要求抽速5m³/h@10Pa,测试时注入10Pa・m³/h气体,稳定压力1.8Pa,实际抽速=10/1.8≈5.56m³/h>5m³/h,验证合格。若测试不达标,可通过以下措施优化:管路优化:直径不足时增大管径(如从DN50换为DN80,抽速提升40%),减少弯头和阀门(每个90°弯头损失10%抽速),高真空下管道内壁需电解抛光(降低气体吸附),辅助设备增设:可凝性气体:加装低温冷阱(-120℃),蒸气捕集率>90%,,粉尘气体:多级过滤(先10μm预过滤,再1μm精过滤)微量泄漏:采用氦质谱检漏并封堵(泄漏率降至<1×10⁻⁸Pa・m³/s)。山东华中以优良的品质、束越的特性和完善的售后服务体系,得到客户的认可和支持!

选型时需明确“工作压力”与“机组极限真空”的关系:机组极限真空必须低于工作压力至少一个数量级。例如,工作压力为100Pa时,机组极限真空需≤10Pa;工作压力为1×10⁻⁵Pa时,机组极限真空需≤1×10⁻⁶Pa。这是因为机组在接近自身极限真空时,抽速会急剧下降,无法维持稳定的压力控制。选型的第一步是精细获取工艺的工作压力参数,具体操作包括:查阅工艺文件:确定额定工作压力(如“真空干燥需50Pa”);分析压力波动容忍度:明确允许的较大偏差(如“焊接过程压力波动不超过±2Pa”);评估动态压力变化:判断工艺是否存在压力突变(如“物料投入时压力瞬间升至1000Pa”)。华中真空设备凭借稳定的产品质量、务实的工作作风、规范的管理体制、良好的服务不断开拓向前。辽宁真空机组
淄博华中真空设备有限公司始终坚持以人为本的原则,人才是公司财富的理念。辽宁真空机组
抽气速率直接的影响是真空环境的建立时间。根据真空系统动态方程:t=(V/S)・ln(P₀/P₁),其中t为抽气时间,V为系统容积,S为有效抽速,P₀为初始压强,P₁为目标压强。该公式表明,在容积和压强变化一定时,抽气时间与抽气速率成反比。以半导体晶圆镀膜机为例:腔室容积5m³,需从大气压(10⁵Pa)抽至10⁻³Pa。若采用抽速1000L/s的机组,理论抽气时间约40分钟;若将抽速提升至2000L/s,时间可缩短至20分钟。在量产场景中,这种时间差异直接转化为产能——某芯片厂通过将镀膜机抽速从800L/s升级至1500L/s,使单日产能提升45%。辽宁真空机组
- 陕西抽真空机组价格 2026-04-30
- 北京抽真空机组 2026-04-30
- 海南高真空机组多少钱 2026-04-29
- 贵州抽真空机组价格 2026-04-29
- 吉林罗茨真空机组价格 2026-04-28
- 甘肃罗茨真空机组厂家 2026-04-28
- 天津罗茨真空机组价格 2026-04-28
- 吉林水环真空机组厂家 2026-04-28
- 潍坊罗茨真空机组 2026-04-28
- 四川高真空机组多少钱 2026-04-28
- 四川螺杆真空机组多少钱 2026-04-27
- 淄博真空泵真空机组 2026-04-27