- 品牌
- 马德宝
- 型号
- LGB螺杆真空泵
马德宝干式螺杆真空泵凭借多项国内**技术,树立行业技术**。其全流道静音设计为国内**,通过独特泵体与双螺杆流道优化,将噪音控制在 65 分贝以下,解决传统真空泵噪音高的问题;磁力传动及永磁变频全封闭电机技术,彻底消除罗茨泵常见的轴封泄漏现象,电机一级能效更节能环保。此外,钢衬工程塑料防腐技术的应用,让泵体既保留金属强度,又具备工程塑料耐腐蚀性,可直接抽吸化工医药行业的腐蚀性气体,无需额外气体中和处理,大幅拓宽应用场景。进气口设计优化减少气体反流现象。河南干式无油螺杆真空泵靠谱厂家
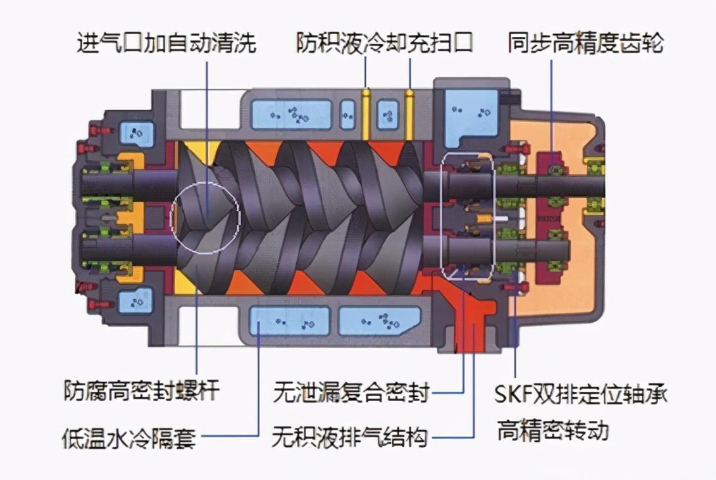
干式螺杆真空泵被明确归为干式容积真空泵范畴,其**设计原则是 “无油清洁”—— 抽气流道(泵腔、转子间隙等)内不使用任何油类密封或润滑液体,排气口可直接与大气连通实现连续排气,彻底解决了传统油封泵的油污染问题。作为非接触型干式真空泵,转子与泵腔、转子间*保留 0.1-0.5mm 微小间隙,既避免机械摩擦,又减少气体泄漏。其工作压力覆盖大气压至 ,适配含腐蚀性蒸气(如半导体工业的氟化物气体)、可凝性溶剂(如化工的乙醇蒸气)及少量固体颗粒的工况,是真空技术向清洁化、精密化发展的关键设备之一。制药螺杆真空泵采购实验室螺杆泵噪音控制更严格。
螺杆真空泵的涂层是提升泵耐腐蚀性、耐磨性的**手段。常用涂层材料包括三类:氮化钛(TiN)涂层,硬度达 2000-2500HV,适用于含固体颗粒的气体工况,可减少转子刮擦磨损;类金刚石涂层(DLC),摩擦系数低至 0.05-0.1,能降低转子旋转阻力,适配高转速(6000r/min)工况,使能耗降低 5%-10%;氧化铝陶瓷涂层,耐酸耐温性优异(耐温 800℃),可抵御 HCl、H₂SO₄等酸性蒸气侵蚀。涂层制备以物***相沉积(PVD)为主,其中磁控溅射法可精确控制涂层厚度(3-10μm),且涂层与转子基体附着力≥50N。经涂层处理后,转子使用寿命延长 2-3 倍,在含腐蚀性气体的工况中,泵的维护周期从 6 个月延长至 18 个月。
在化工领域,马德宝干式螺杆真空泵可直接抽吸腐蚀性气体,助力真空蒸馏、脱水结晶工艺高效运行;医药行业中,无油设计避免药品污染,适配真空干燥、无菌生产环节;电子与半导体行业里,1Pa 的高真空度满足真空镀膜、芯片制造的严苛要求;食品工业方面,低噪、无油烟特性符合食品卫生标准,支撑冷冻干燥、真空包装工艺;同时,在电力行业真空浸渍、航空航天模拟试验中,其稳定的抽气速率与智能化控制,也成为保障工艺精度的关键装备。航空航天领域用其测试零部件性能。
马德宝干式螺杆真空泵的***性能,源于集团严苛的全流程质量控制体系。生产环节采用日本、德国数控加工中心及大型三坐标测量仪,精加工车间配备恒温环境,实现数字化加工与检测,确保转子、泵体等**部件的几何精度与对称性。原材料进厂需经光谱仪、液压万能试验机等设备检测,每台产品出厂前均通过全性能试验平台测试,批次产品额外抽检。加之 ISO9004 质量管理体系的持续贯彻,从加工到出厂的每一步都可控可追溯,让产品精度与质量在国内同行业中保持**。12 英寸晶圆生产线常用进口螺杆泵。上海干式无油螺杆真空泵口碑厂家
运行温度控制在 80-120℃合理范围。河南干式无油螺杆真空泵靠谱厂家
在半导体芯片制造过程中,真空环境是保障工艺精度和产品质量的关键,螺杆真空泵凭借其***的洁净性和稳定性,成为该领域的**设备之一。在晶圆刻蚀工艺中,需要将反应腔室抽至极高真空度(通常达到 10⁻³~10⁻⁵Pa),以避免空气中的杂质气体与刻蚀气体发生不良反应,影响刻蚀图案的精度。螺杆真空泵能快速实现高真空状态,且无油蒸气产生,有效防止晶圆表面被油污污染,保障芯片电路的完整性。此外,在薄膜沉积、离子注入等环节,它也能精细控制真空度的稳定性,减少工艺波动对芯片性能的影响。随着半导体芯片向更小制程(如 3nm、2nm)发展,对真空泵的抽气速率、真空度控制精度要求更高,螺杆真空泵通过不断优化转子结构和电机控制技术,持续满足行业升级需求。河南干式无油螺杆真空泵靠谱厂家
马德宝真空设备集团有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,马德宝真空设备集团供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

1)开机前准备:检查油位(油镜中线)。确认冷却水阀门已打开,水流畅通。确认氮气吹扫/密封气阀门已打开,压力设定正确(如密封气3bar,吹扫气0.5bar)。检查管路连接,确保工艺入口阀和出口阀均全开,严禁关闭出口阀启动。2)启动步骤:启动电机,空载运行。检查并调节氮封气流量(如2.5-3L/min)。打开吹扫阀,对泵进行5-10分钟预吹扫(可选),然后关闭。缓慢打开工艺入口阀,切入系统。监控机体温度,通过调节冷却水流量将温度控制在比较好范围(如50-75℃),确保轴承温度不超过80℃(或环境温度+35℃)。3)停机步骤:关闭工艺入口阀,将泵切出系统。打开吹扫阀,对泵进行20-40分钟的清吹扫,...
- 湖北干式螺杆真空泵家实力对比哪个牌子好 2026-05-07
- 制药螺杆真空泵维护保养 2026-05-07
- 安徽螺杆真空泵结构图 2026-05-07
- 黑龙江螺杆真空泵行业老牌供应商 型号齐全 2026-05-07
- 安徽LGB系列干式螺杆真空泵一手好货源 2026-05-07
- 上海螺杆真空泵靠谱厂家 2026-05-07
- 山西螺杆真空泵行业老牌供应商 型号齐全 2026-05-07
- 甘肃干式无油螺杆真空泵口碑厂家 2026-05-07
- 海南螺杆真空泵制造商 2026-05-07
- 湖南螺杆真空泵厂家供应 2026-05-07
- 浙江马德宝螺杆真空泵使用 2026-05-07
- 河南螺杆真空泵厂家直销 现货供应 2026-05-07
- 海南螺杆真空泵厂家直销 现货供应 2026-05-07
- 浙江干式螺杆真空泵供应商推荐 2026-05-07
- 江西干式螺杆真空泵供应商推荐 2026-05-07
- 海南螺杆真空泵一手好货源 2026-05-07


- 安徽LGB系列干式螺杆真空泵一手好货源 05-07
- 上海螺杆真空泵靠谱厂家 05-07
- 山西螺杆真空泵行业老牌供应商 型号齐全 05-07
- 甘肃干式无油螺杆真空泵口碑厂家 05-07
- 海南螺杆真空泵制造商 05-07
- 湖南螺杆真空泵厂家供应 05-07
- 山西螺杆真空泵厂家报价 05-07
- 浙江双螺杆真空泵哪家好 05-07
- 河南干式无油螺杆真空泵哪个型号好 05-07
- LG等螺距螺杆真空泵推荐厂家 05-07