- 品牌
- 马德宝
- 型号
- LGB螺杆真空泵
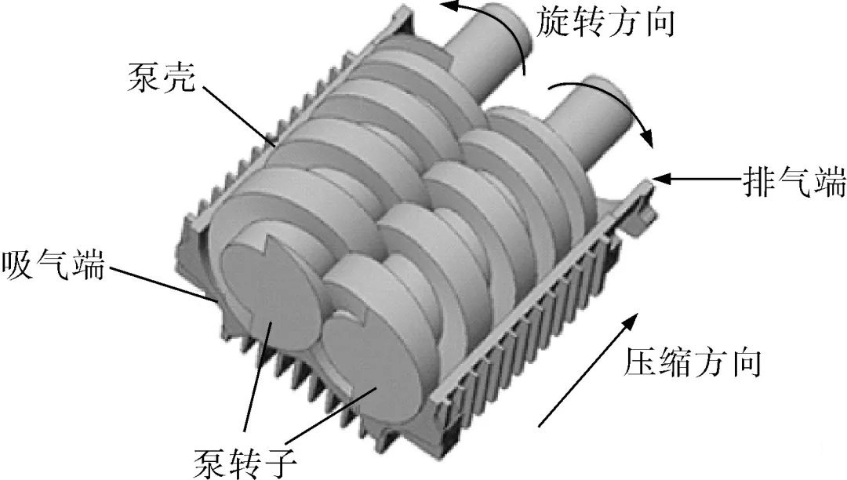
国产螺杆真空泵近年在三大**技术上实现突破:一是转子型线设计,通过 CFD(计算流体力学)流场模拟,开发出 “双圆弧 - 摆线复合型线”,优化气体流动路径,抽气效率较传统型线提升 5%-8%,且加工精度控制在 0.01mm 以内,可通过五轴联动加工中心实现批量生产;二是电机与变频技术,自主研发永磁同步电机,功率密度达 3.5kW/kg,搭配国产矢量变频器,调速范围覆盖 500-3000rpm,响应时间≤0.5 秒,打破国外技术垄断;三是耐腐蚀材质应用,自主生产的哈氏合金 C276 板材,通过真空熔炼与锻造工艺,纯度达 99.95% 以上,成本较进口材质降低 30%,且在含氟、含酸环境中腐蚀速率与进口材质持平。2024 年,国产螺杆泵在国内半导体领域市占率达 12.72%,在 3D NAND 存储芯片生产线的应用中,设备运行稳定性与进口产品持平,价格*为进口设备的 60%-70%,大幅降低国内企业采购成本。新能源行业螺杆泵需求年增超 20%。云南螺杆真空泵故障
螺杆真空泵的日常维护需遵循 “预防性维护” 原则,**项目与周期可分为三类:每日检查项目,包括设备运行温度(正常 80-120℃)、振动值(≤4.5mm/s)、真空度稳定性,发现异常立即停机;每月维护项目,清洁进气过滤器滤芯,检查 O 型圈是否有老化迹象,补充轴承润滑脂(选用高温锂基润滑脂);每 6-12 个月深度维护项目,拆解泵体检查转子磨损情况,更换机械密封与老化密封件,校准压力传感器。某化工企业按此周期维护,螺杆真空泵的平均无故障时间从 3 万小时延长至 4.8 万小时,年度维护费用从 12 万元降至 8 万元,同时避免了因突发故障导致的生产线停工损失(日均损失约 5 万元)。云南螺杆真空泵故障国产螺杆泵价格比进口低 30%-50%。
在工业生产能耗成本不断攀升的背景下,螺杆真空泵的节能特性成为企业选型的重要考量因素。与传统的滑阀真空泵、罗茨真空泵相比,螺杆真空泵采用高效的容积式抽气结构,电机运行时的能量转化效率更高,在相同抽气速率下,其功率消耗通常可降低20%~30% 。此外,许多新型螺杆真空泵配备了变频调速系统,能根据实际真空度需求自动调节电机转速,避免设备在满负荷状态下持续运行造成的能源浪费。例如,在食品包装行业,当真空包装机完成一批产品包装后,真空度需求降低,变频系统可自动降低电机转速,此时能耗*为满负荷运行时的 50% 左右。长期来看,节能特性不仅能为企业大幅降低电费支出,还能减少设备的散热损耗,延长电机等**部件的使用寿命,进一步降低设备的维护成本和更换成本。
干式螺杆真空泵与其他干式泵的性能差异。与爪式真空泵相比,干式螺杆真空泵的抽速范围更广(10-1000 vs 10-200 ),但极限压力略高;与涡旋真空泵相比,干式螺杆真空泵的耐固体颗粒能力更强(可处理粒径≤10μm 颗粒,涡旋泵*≤5μm),但噪音稍大(75dB vs 65dB);与多级罗茨泵相比,干式螺杆真空泵的压缩比更高(1000:1 vs 100:1),但转速更低(6000r/min vs 10000r/min)。基于这些差异,在选型时需根据工况优先级:大抽速选干式螺杆真空泵,高真空选涡旋泵,耐颗粒选干式螺杆泵,低噪音选涡旋泵。
螺杆泵配件更换需用原厂部件。
螺杆真空泵的抽气性能受进气压力影响***。在粗真空阶段(10⁵-10³Pa),抽速随压力降低快速上升,压力降至 10³Pa 时达到额定抽速;在低真空阶段(10³-10⁻¹Pa),抽速保持稳定(波动≤3%);在高真空阶段(10⁻¹-10⁻³Pa),因泄漏量占比增大,抽速逐渐下降(压力 10⁻³Pa 时抽速约为额定值的 80%)。基于此,在实际应用中,若需达到以下的高真空,需将干式螺杆真空泵与高真空泵(如分子泵)串联,形成机组:干式螺杆泵作为前级泵,将压力降至 10⁻¹Pa,再由分子泵抽至目标真空度。这种机组组合可兼顾大抽速(干式螺杆泵)和高真空(分子泵),适配半导体芯片制造、真空镀膜等高精度工艺。螺杆泵启动前需检查电路连接。四川罗茨螺杆真空泵
国产螺杆泵已进入中芯国际生产线。云南螺杆真空泵故障
螺杆真空泵出现真空度下降时,需按 “系统泄漏→泵体故障→辅助部件异常” 的流程排查。首先排查系统泄漏,采用氦质谱检漏仪对真空系统的管道接口、阀门、密封面进行检漏,若漏率超过 1×10⁻⁸Pa・m³/s,需更换密封垫片或紧固接口;其次检查泵体故障,拆解泵体查看转子是否磨损(磨损量超过 0.1mm 需更换)、转子间隙是否增大(正常间隙 0.05-0.1mm,超差需调整)、泵体内腔是否有杂质堆积(需清洁内腔);***检查辅助部件,如进气过滤器是否堵塞(需清理或更换滤芯)、止回阀是否失效(需修复或更换)、压力传感器是否校准(需重新校准)。某工厂通过该排查流程,在 2 小时内定位到真空度下降的原因是转子磨损,更换转子后设备真空度恢复至额定值,避免了长时间停机影响生产。云南螺杆真空泵故障
马德宝真空设备集团有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,马德宝真空设备集团供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

1)开机前准备:检查油位(油镜中线)。确认冷却水阀门已打开,水流畅通。确认氮气吹扫/密封气阀门已打开,压力设定正确(如密封气3bar,吹扫气0.5bar)。检查管路连接,确保工艺入口阀和出口阀均全开,严禁关闭出口阀启动。2)启动步骤:启动电机,空载运行。检查并调节氮封气流量(如2.5-3L/min)。打开吹扫阀,对泵进行5-10分钟预吹扫(可选),然后关闭。缓慢打开工艺入口阀,切入系统。监控机体温度,通过调节冷却水流量将温度控制在比较好范围(如50-75℃),确保轴承温度不超过80℃(或环境温度+35℃)。3)停机步骤:关闭工艺入口阀,将泵切出系统。打开吹扫阀,对泵进行20-40分钟的清吹扫,...
- 湖南永磁螺杆真空泵 2026-05-07
- 湖北干式螺杆真空泵家实力对比哪个牌子好 2026-05-07
- 制药螺杆真空泵维护保养 2026-05-07
- 安徽螺杆真空泵结构图 2026-05-07
- 黑龙江螺杆真空泵行业老牌供应商 型号齐全 2026-05-07
- 安徽LGB系列干式螺杆真空泵一手好货源 2026-05-07
- 上海螺杆真空泵靠谱厂家 2026-05-07
- 山西螺杆真空泵行业老牌供应商 型号齐全 2026-05-07
- 甘肃干式无油螺杆真空泵口碑厂家 2026-05-07
- 海南螺杆真空泵制造商 2026-05-07

- LG等螺距螺杆真空泵推荐厂家 2026-05-07
- 浙江马德宝螺杆真空泵使用 2026-05-07
- 河南螺杆真空泵厂家直销 现货供应 2026-05-07
- 海南螺杆真空泵厂家直销 现货供应 2026-05-07
- 四川螺杆真空泵厂家供应 2026-05-07
- 浙江干式螺杆真空泵供应商推荐 2026-05-07


- 黑龙江螺杆真空泵行业老牌供应商 型号齐全 05-07
- 安徽LGB系列干式螺杆真空泵一手好货源 05-07
- 上海螺杆真空泵靠谱厂家 05-07
- 山西螺杆真空泵行业老牌供应商 型号齐全 05-07
- 甘肃干式无油螺杆真空泵口碑厂家 05-07
- 海南螺杆真空泵制造商 05-07
- 湖南螺杆真空泵厂家供应 05-07
- 山西螺杆真空泵厂家报价 05-07
- 浙江双螺杆真空泵哪家好 05-07
- LGB变螺距螺杆真空泵应用 05-07